28 12 月, 2025 () Uncategorized › Administrator › No Comments
A journey with no destination – Phone camera as colorimeter
只有方向,沒有終點。
對於印刷品質的檢驗 i1Pro3 + CT25 已能有 Colorspace 的能力。
對於與更便攜性的工作方法,CR30 + PBN9 是一種輕便的做法,絕對精度不若 i1,但相對運算如版調與灰平衡沒有問題,信任度能有85%以上,對產品的檢驗或管理可以很有效率。
我一直想做一個用手機相機來檢驗印刷品質的工作方法,除了程式能力,最主要是工作邏輯的建構。最近的嘗試下,AI Agent 能 cover 我 80% 以上的有效程式碼,在這個底氣下,啟動了這次App 的開發。
Android 跟 iOS 皆有發行,無付費發放,還有太多變因無法處理,不保証成效。
先對此 App 做簡單說(申)明。
0.導具為 3×3 CT9。 導具載點:https://fredkuo.idv.tw/dropfile/php/upload/—-pbn3x3.tif
1.相機取景採橫向操作。
2.在控制的拍攝環境下可達80%的信任度。
3.拍攝環境的變因會至少降低20%信任度,或者直接說不堪使用,能用來改善的數學與統計方法太多太多,目前只用了單點Normalization ,之後會嘗試 parabola 多點 Normalization & fitting、或是SCCA 轉換……,也就是一開頭說的:只有方向,沒有終點;我也不知道我還能(願意)去嘗試多少種數學與統計的做法,所以只有方向,不知道終點在哪裡。
4.有兩種操作模式,Flip mode,正向拍完後需倒過來再拍一次,取其對應位置平均值,這是第一道抵抗環境變因做法。第二種為 No-Flip mode,先拍標準稿再拍樣本稿,單純比較兩邊色差及可對樣本稿做出評分,這個模式非常有效的抵消環境變因,信任度很高,但手邊要有標準稿。
5.,提供 exposure slider 改變曝光值,盡可能將紙白RGB 值操作到超過 230,這算是一種手動 Normalization。
6.Andriod 版 綠色十字標提供 live RGB 數值,方便配合 exposure slider 使用。
7.這個 App 最大的意圖是想讓更多人進入”色彩即數字” 的領域,引路的作用更大於實質作用,當然,我一直想辦法讓它呈現實質作用。
https://play.google.com/store/apps/details?id=com.pbn.ct9crop
https://apps.apple.com/tw/app/ct9crop/id6756100572
本篇簡要版在這裡結束,以下是開發歷程的一些想法,有興趣的讀者可以接著看。
=================================================================
我的工作是 Print by number,或者叫做Color by Number,總之,色彩現象可以是明確的數值;可以驗證,可以管理,可以操控。
這個 “Number” 勢必要經過某種儀器 ,可以是 Color data、Xrite、Techkon、Konica-Minolta、Nix……的某一型儀器,這些儀器的使用也代表著某種技術與購置成本的門檻,所謂的門檻,擋住了一批人,使得多數的色彩相關從業人員無法輕易的將色彩現象用數值的觀念去處理。
所以,把這個儀器的門檻解除掉,就可以有一大批的色彩相關人員得以進入”色彩即數值”的領域,用數字去驗證、去管理、去操控色彩現象。
照說,數位相機的本質就是Color sensor ,在這個人手一機的時代,每個人隨時都帶著color sensor在身邊,這不就是把儀器門檻解除掉的契機嗎?
理論上是對的,手機相機就是一個color sensor ,在固定的監控環境下操作,手機相機可以是Colorimeter ,取得的數值可以用來對色彩現象做驗證、管理、操控。
這裡到要説一下,打造一個可控的拍攝設置跟選用一個便宜的spectrophotometer ,哪個門檻更高一些?也不好說,拍攝設置可以很簡單,也可以很嚴謹,就看我們想要達成的精度。
現實的問題是,我之以想用手機來處理色彩問題,主要是便攜性,一旦要方便,就比較難有可控的環境,一旦拍攝環境不可控,手機相機就不可能成為 Colorimeter 。但有些基本原則還是可以去努力去嘗試一下,所以,有了這一個旅程的開端:Phone camera as Colorimeter。
先說幾個原則:
1. 一旦拍攝環境不可控制,Phone camera 就不可能成為 Colorimeter 。
2. 用相對性(relativity)的觀點來詮釋數據,絕對精度就沒那麼重要,重點是要有清楚的參考點,從參考點來建立數據相似性的邏輯。
3. 對不可控的環境,建立幾個Normalization 的歸一點,不同環境的取得數值可以藉由幾個(次)歸依一化邏輯來抵消環境帶來的數值差異。
次(sub)原則:
1. 相機的數值反應是RGB,印刷標準化的數值要求是 Lab、TV、de00、deCh…,這之間牽涉到很多轉換公式,甚或有些部分是轉不過來的。
2.相機RGB 反應值內定白點為D65,而印刷業的數值建立在D50,這裏使用 D50 P3 RGB Table將RGB轉到D50 Lab,之間轉換會有一些失誤,所以在工作方法上會做一些數值修飾以達成印刷標準化評估目的。
3.對於 TV 的計算,由於無法從RGB訊號轉換出濃度值,因此無法使用濃度方式計算TV。這裡會將D50 Lab 轉到 XYZ 再以SCTV 方式算出版調值,因此也會做一些數值修飾以達成印刷標準化評估目的。
4. 拍攝環境變因本就是很大難題,而手機本身的曝光邏輯也是很大的問題。現在的手機對拍照都很有自己的想法, 對同一個畫面 Android 跟 iOS 想的不一樣,不同廠牌的 Android 也想得不一樣,或是同一部手機在不同的設定下想的也不一樣,這使得要用 phone camera 來對印刷色彩做評估幾乎是不可行;但初步的 Normalization 還是有成效的,數學/統計的工具還是有機會來克服這些問題,如同開頭講的,有方向 ,但不知道終點在哪裡 ,總要踏出去,才有機會慢慢接近那未知的終點。
Filed under: Uncategorized › Tags:
8 12 月, 2025 () Uncategorized › Administrator › No Comments
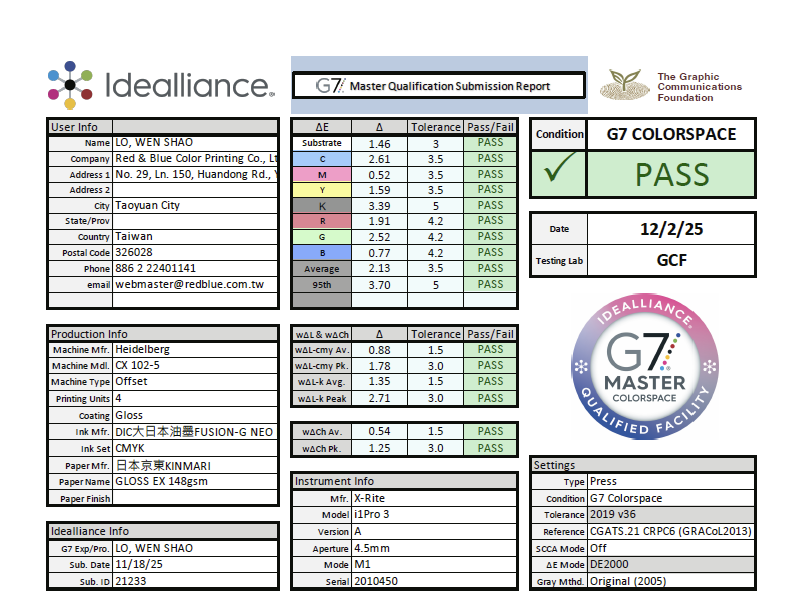
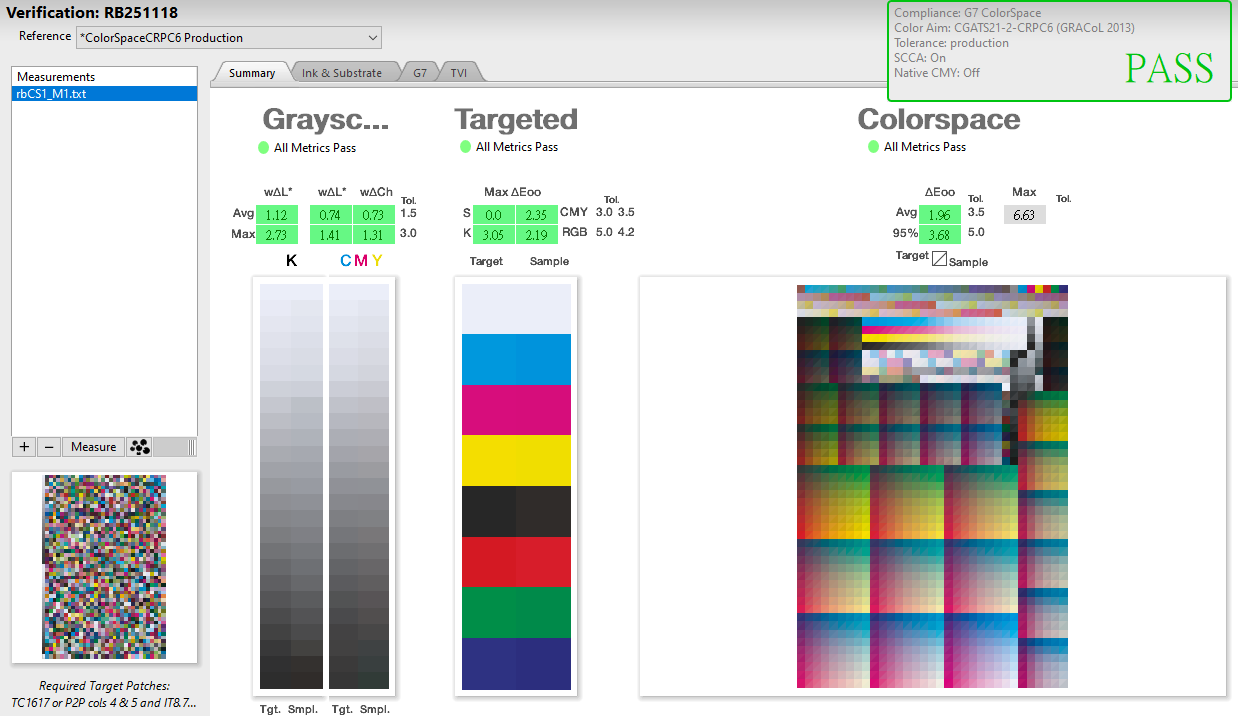
G7 ColorSpace Report
Fig. 2025 G7 Colorspace 續証通過。
趁這個機會再整理一下這次作業的一些想法。
雖說11/18的機上作業時間用不到一個半鐘頭,但請先參考這兩篇,我們是有前置作業的。
這一篇提到我們怎麼樣在1:1線性版,不重新出版(不改CTP曲線)的情況下完全由機上的操作達到 G7 Targeted,雖然是經歷了各種不同的操作/設定,但是經由這一次操作,我們可以確定,是可以在線性版的情況下達到G7 Targeted 規格。機器也是在這一次的操作下回到它應該有的狀態。
機器是海德堡CX-102,一部老機器了,沒有太多先進的配備,全憑領機的經驗/能力,經由數據的輔助,硬把印刷規格拉進G7規範裏。這是今年6月間的事。
7月間受某單位委託要測試G7 Colorspace (不知道是否是看我上一篇發文才來這裡做測試?),這一次在CT25 工具兩次取樣(時間碼 095034,095628),不到10分鐘的時間確定CMYK下墨量後交由 Curve4 調整CTP曲線,重新出版後於時間碼112835在CT25 工具取得99.07分即交由委託單位用isis自行驗證Colorspace ,數據結果是通過的。在6月份那次機器設定的基礎下,兩個鐘頭內即達成Colorspace規範。
可能也是這次的經驗,公司續証以往都是Targeted,今年也打算走Colorspace ,於是有了11/18的這一篇記事。
公司沒有自動化量測設備,只有i1Pro3,Colorspace要量1617個數據,會是個問題。
不可能手動去單點1617個數據,必須去找strip reading的可能性,不論是isis導具或是i1io導具,那個寬度i1Pro3導尺是過不去的,isis 就不用說了,i1io 或許可以嘗試一下。
Fig. i1io 原始導具對i1Pro3導尺是過不去的。
以i1Pro3導尺去對應 i1io 原始導具,寬度不夠,大約會少掉5個數據,想法是,那就將原始導具縮小一點吧?
經過一些不同寬度的嘗試,i1io 原始色條的長度約30公分,縮到25公分左右導尺就足以涵蓋左右兩個白點及中間34個數據。對個別色塊檢查,寬度由原來8.4mm縮到7mm左右,7mm 對Pro3來講是足夠完成工作的。將這個25公分的版本拿到別的單位的i1iO去測試,工作下來是沒問題的。
Fig. 原始色條的寬度在30公分左右。
Fig. 色條寬度縮到 25公分,Pro3 導尺就足以涵蓋左右兩個白點及中間34個數據。
Fig. 原始色塊寬度約8.4mm。
Fig. 縮小後的色塊寬度約7mm,對Pro3來講是足夠完成工作的。
這個25公分版本的導具應該就可以應付我們用Pro3來完成Colorspace 的工作。
手動去拉48條色條總共1617個數據大約花20分鐘,還算是可以應付的工作,就只怕中間拉錯色條,Debug 起來很麻煩,所以做這個工作的時候,精神狀態還是要有點要求的。
處理完數據讀取問題,接下來要來看一下我在11月18號處理的數據與驗證單位(印刷傳播興財文教基金會,以下稱GCF, Graphic Communications Foundation)在12月2號的數據有什麼差別。
這期間的時間間隔是14天, 讀取設備不一樣、油墨乾燥的狀態不一樣、讀取的樣張不一樣(雖是同一批),雖然最後的結果是通過了,我還是很想知道這之間的差異。
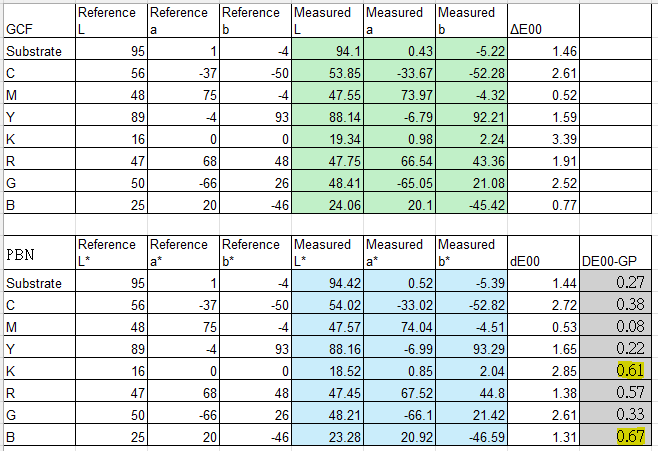
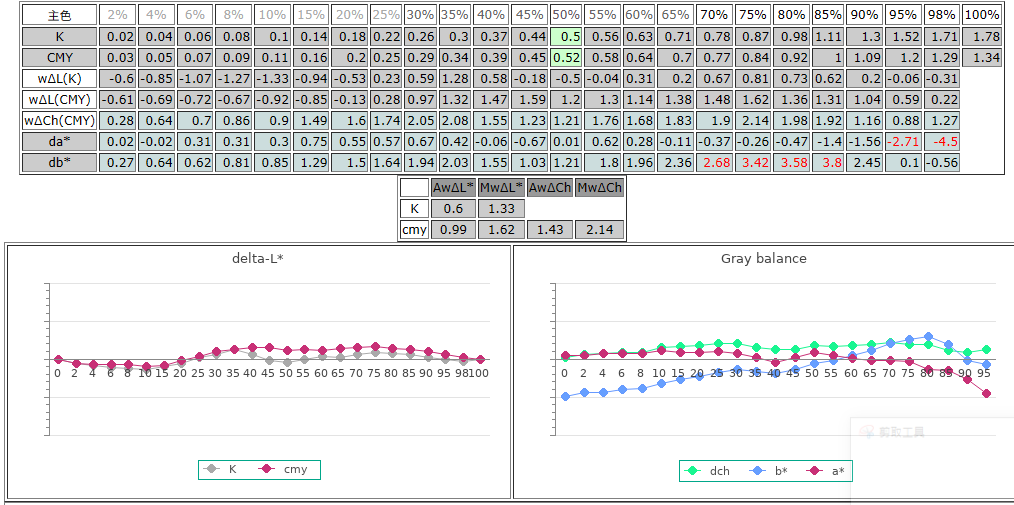
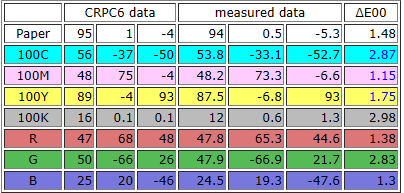
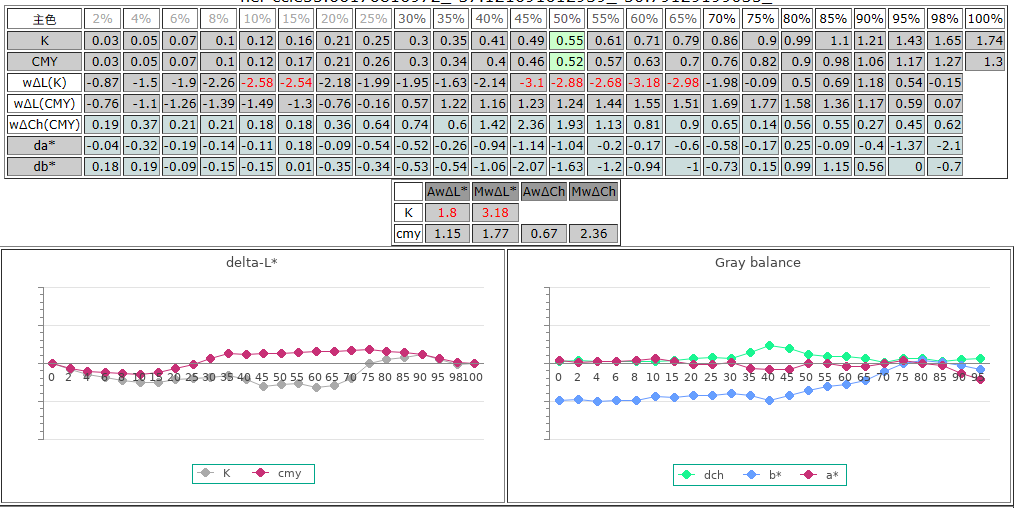
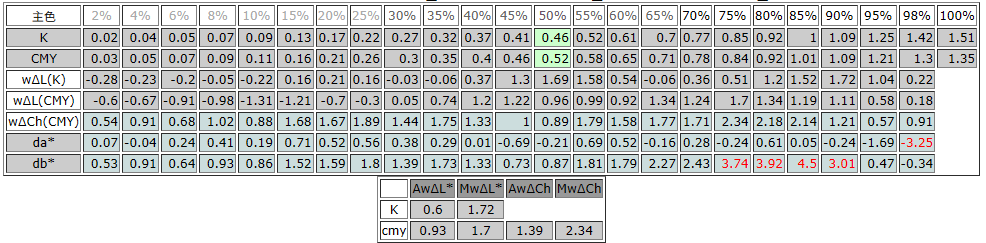
首先是主色部分,我的數據與基金會的數據差別最大的兩個顏色是黑色的0.61與藍色的0.67,都是屬於較暗的顏色,有可能是來自乾濕墨的影響;在諸多條件不同的狀況下差異最多是0.67;這個數據讓人安心嗎?0.67在某些狀態下是足以影響到過與不過的門檻。這個數值也告訴我,在處理主色色差的時候寬容值時有必要從官方的值再減個0.5下來(尤其在暗色),才足以保證當樣張送到基金會的時候還是足以通過。
Fig. 數據與基金會的數據差別最大的兩個顏色是黑色的0.61與藍色的0.67。
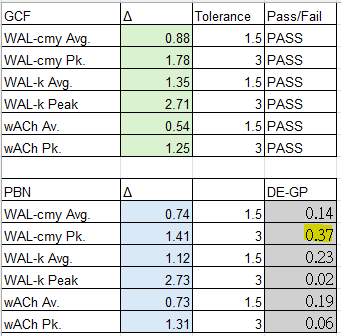
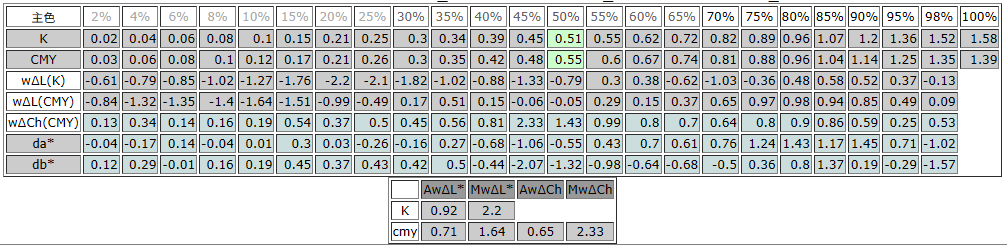
再下來是灰平衡部分,兩邊數據也比起來最大差異在灰色塊的最大亮度差部分(Weighted Lightness-cmy Peak),差值為0.37,但發生在寬容值為3,實際值為1.78的狀態下,這裡到是不用太多擔心。
Fig.最大差異在灰色塊的最大亮度差部分(Weighted Lightness-cmy Peak),差值為0.37。
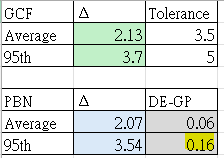
再看Colorspace 部分,1617個數據平均下來,平均相差0.06,95th 部分差0.16,看下來也還好。
Fig. 1617個數據平均下來,平均相差0.06,95th 部分差0.16,看下來也還好。
就三個部分整理下來,在諸多條件影響下,這樣的數據表現讓我對我的i1還是有信心的。
這次續証作業在幾個前置工作下,直接在1:1的線性版上,用很短時間達成Colorspace,算是一次很好的工作典範。以後還能經常這樣子作業嗎?很難講,還是需要很多外在的條件配合,只能自我期許繼續努力,繼續發展有效的工具。
最後感謝一下基金會,在沒有用正式官方版面的情況下,一樣通過我們的續證。
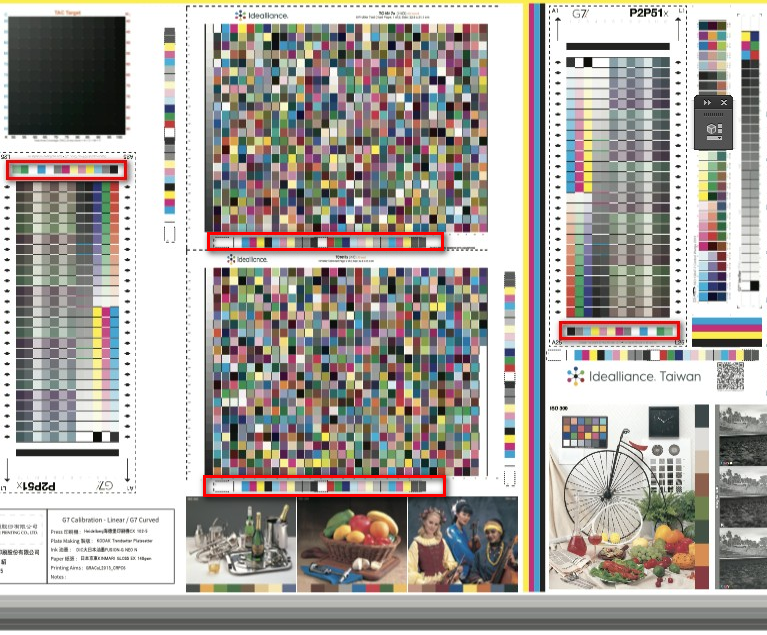
Fig. i1Pro3 版 Colorspace test form。i1io 導具寬度從30公分縮到25公分讓Pro3導尺得以工作,但版面多出一些空白,我直接將CT25工具塞到裡面,工作起來還算有效率。
Filed under: Uncategorized › Tags:
30 11 月, 2025 () Uncategorized › Administrator › No Comments
Printing quality assessment from phone camera
以手機相機來評定印刷品質
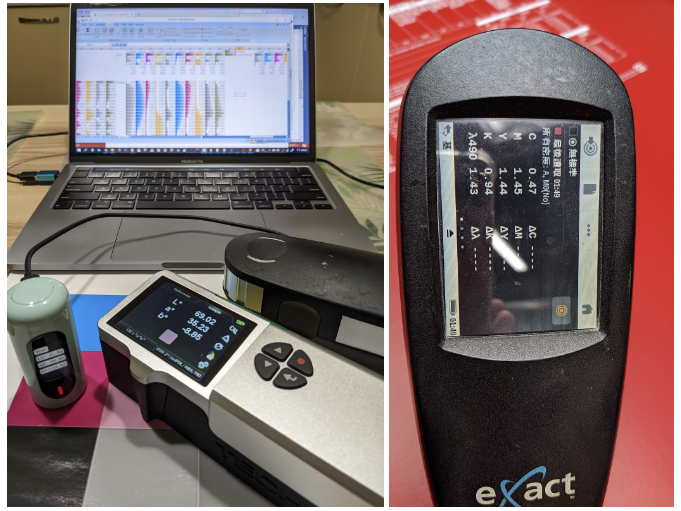
Fig. 用手機來做為評判印刷品質的工具。
從事色彩的工作很長的時間,對於色彩這個現象,我工作宗旨叫做 ”By Number” ,可以是 ” Print by Number”、”Display by Number” 、” Paint by Number”、”Textile printing/dyeing by Number”……
色彩現象要形成 ”Number”,少不了通過某一種儀器,一直以來接觸過各型各樣的色彩儀器,及其相應的各種軟體。目前手邊的主力是 i1 Pro 3及自行撰寫的軟體。在各方面都能夠跟迅速的達成色彩上的工作目標;以印刷產業面來講,要操作的重點不外色差、版調值(Tone Value)及灰平衡,目前都有成熟的工作邏輯與工具。
Fig. 曾經用過和各式各樣的色彩儀器,i1 還是最順手最有效率的工具。
Fig. 不同時期的i1 光譜儀。
色彩工作一直以來被認為是一種相對技術高端、建置成本高端的工作。但如果理解了其中的工作本質,其實也就是兩件事情:一是經由儀器取得物件表面的光譜數據,二是將此光譜數據轉換成我們要達成的工作目標的指引,如CIE 色度、濃度、版調(TV)、色差、灰差……。再就是根據這些工作指引架構出操作及管理的邏輯。
我一直試著要降低色彩工作在操作技術及建置成本上的門檻;軟體能夠自己撰寫,自然沒有所謂的軟體成本可言。硬體方面 i1 是一個非常有效率的工具,如果要去做認証如 Fogra PSO 或是 idealliance G7,i1 會是個最低等級的硬體要求。但如果是一種封閉式的、自訂標準的管理設計,也沒有一定要用到i1,只要能夠穩定的輸出色彩數據,就能夠達成管理與操控的目的。
前幾年開始就慢慢接觸一些比較低階的色彩儀器,各有其優缺點,漸漸的,CR30變成我最常使用的工具,主要是方便攜帶,而且能透過藍牙與手機一起工作,這個帶來很大的方便。
相對於必須把筆電設置好後連上USB線去驅動i1讀取資料再判讀資料,只要把手機掏出來,與CR30連上藍牙就可以把工作完成。雖然說CR30的絕對精度我估它只有90%左右,但對處理相對數據如版調(TV)與灰平衡,它與高階儀器沒有兩樣。所以撇開考試認證,很多情況我用手機及CR30就足以處理掉問題。
Fig. 近幾年開始接觸一些低階的色彩儀器。
Fig. CR30 絕對精度不若 i1 但方便性有很大的優勢。在礙於對位機制,及 i1 Scan (strip reading)的能力,i1 與CR30 的使用情境大約是一半一半。
但雖然CR30已經達成我某種程度降低色彩工作門檻的目的,但終究還是有其一定的成本。對於”色彩即是數字”沒有概念的一般使用者,要進入這個領域的動機其實還是不足的。
我終極的想法一直是只要拿著手機相機,在不依賴任何其他週邊設備,就能實現某種”色彩即是數字”的這種概念的操作。一直有些想法,也一直知道其中困難與不足的地方,再加上IT能力不足,所以一直沒有去嘗試。
程式邏輯現在可以透過AI的協助取得品質還不錯的程式碼,重點還是工作邏輯必須有效。編碼這端現在不是我擔心的部分,拍攝環境的變數才是真正必須去克服的地方。
這陣子跟幾款AI(ChatGPT、Claude、Copilot、Gemini……)工作下來的經驗,覺得是時候該下來先建立一個模型試試,以做為後續繼續發展的基礎,於是展開了以下的這一串工作。
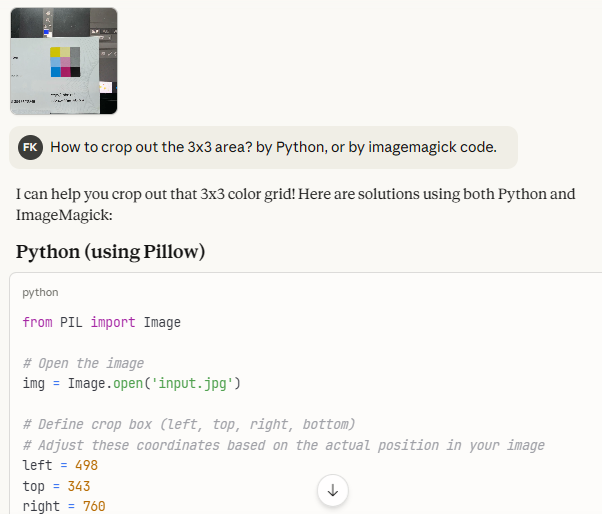
Fig. 與Claude 開啟第一次對話,就問如何在圖像裏框出這 3×3 的九宮格導具。
Fig. 與Claude 開啟第一次對話,問如何在圖像裏框出這 3×3 的九宮格導具。
以手機鏡頭來評估印刷品質的基本構想是這個樣子:
第一個要解決的問題是,如何在拍攝到的圖片中將這個三乘三的九宮格框出來?
這期間與Claude共同做著各種嘗試,如:偵測色塊色彩特性、自定標記……種種努力的成果並不能穩定的框出我要的範圍。
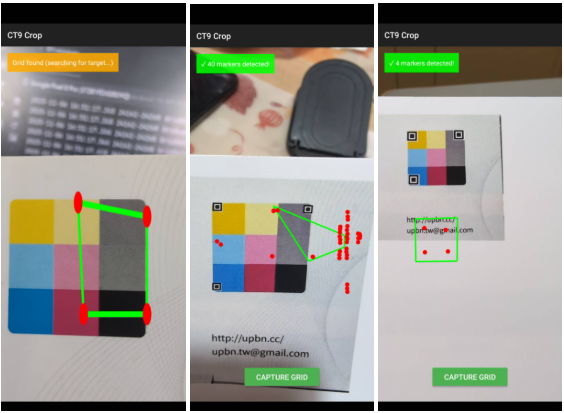
Fig. 由左至右分別是為色塊偵測、小標記偵測及大標記偵測的各種嘗試。
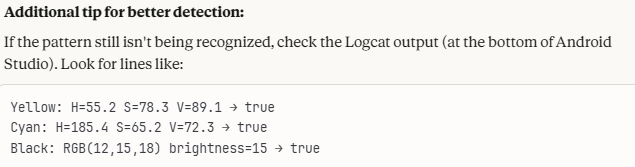
Fig. Claude 建議將 RGB 訊息轉為HSV 訊息來判定左上的黃色,左下的青色及右下的黑色來框住3×3 導具。
花了很多時間在色彩偵測與標記偵測的種種嘗試下,一直未能取得能穩定的把3×3圖框捕捉下來的方法。再者,色塊偵測與標記偵測出來的範圍通常未能是正方型,還必須要有一段程式修正其變形才得以做後續應用。
Fig. 標記偵測的失誤導至捕捉圖像的變形,需要另一套程式碼校正回正方形。
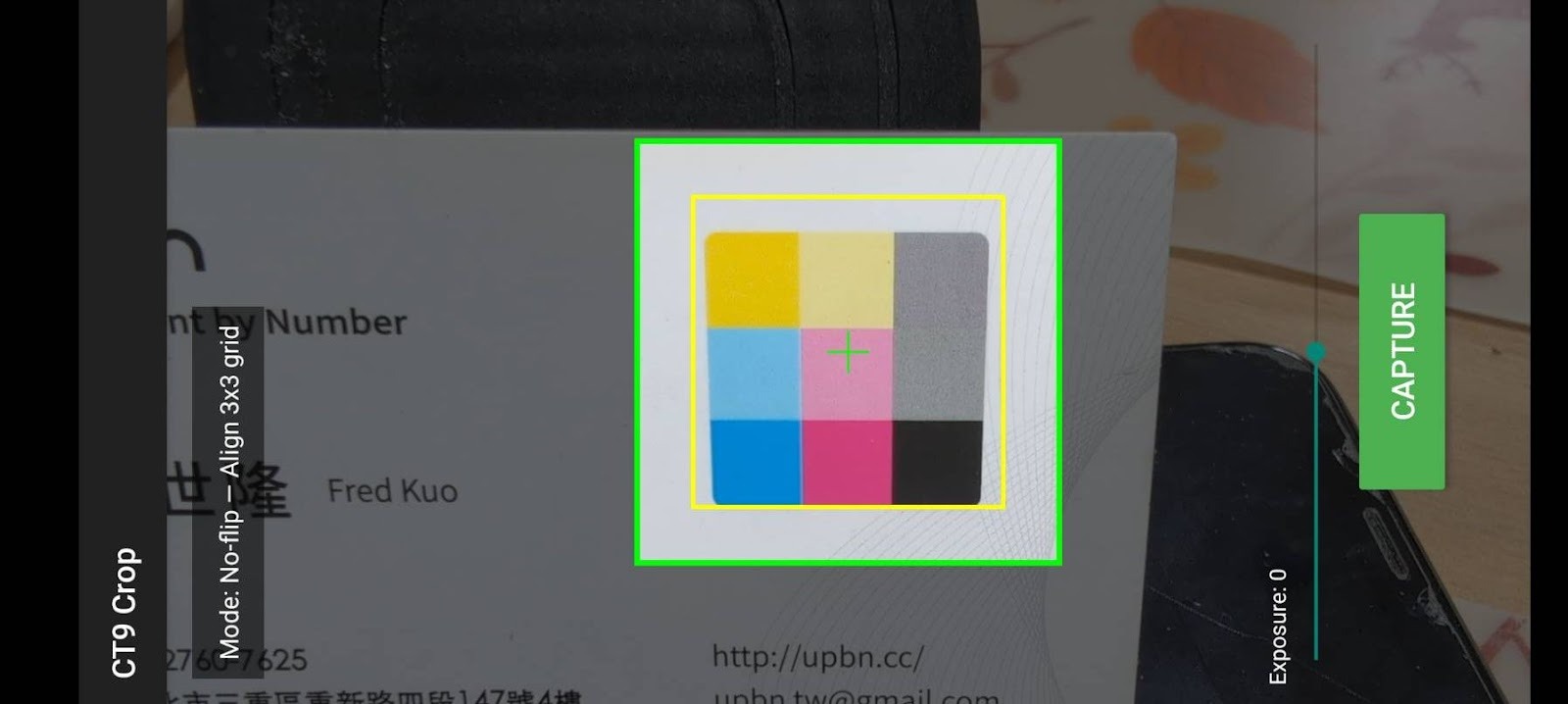
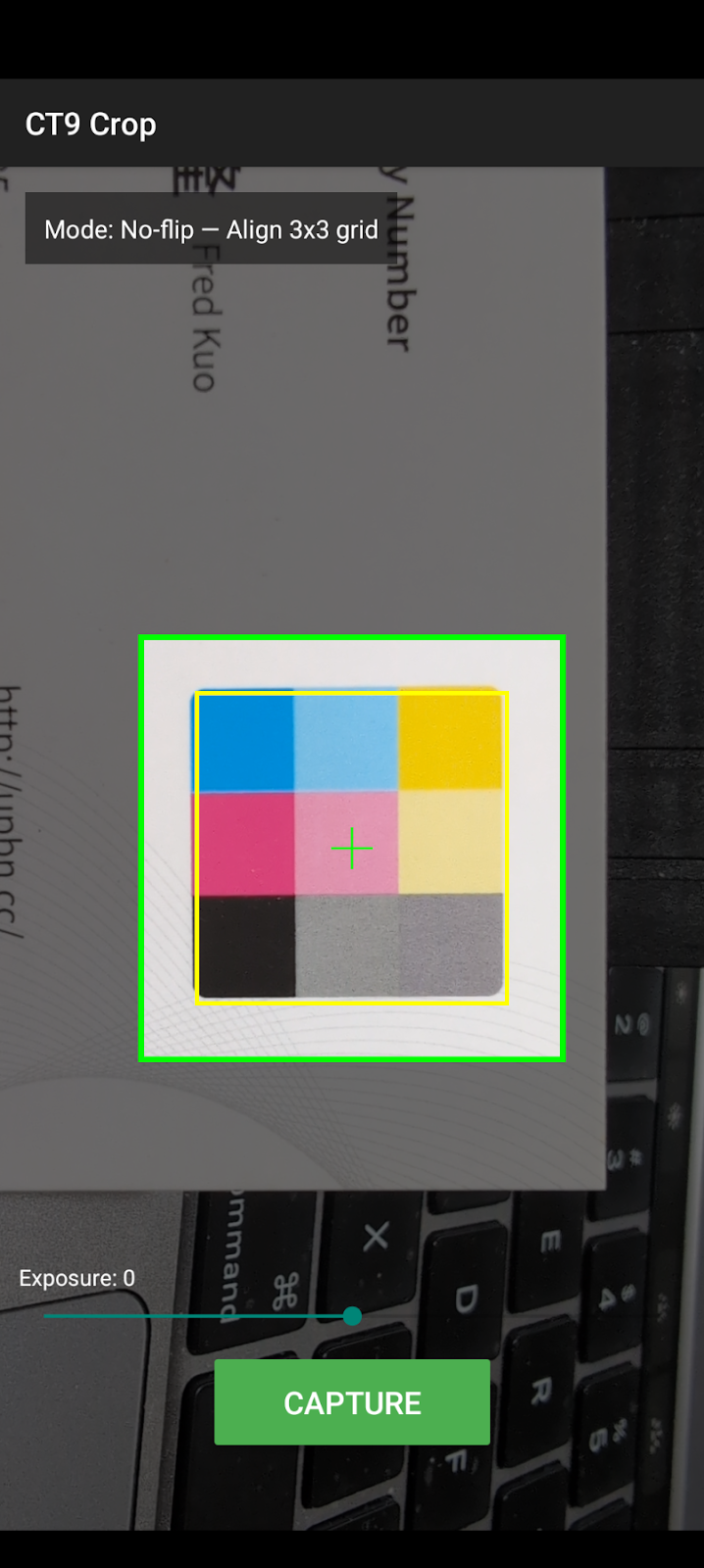
於是嘗試了另一種方式:直接在取景畫面上打上正方形的取景框,將3×3導具主動帶入正方形取景框後再捕捉拍攝。這樣的工作方式可以直接避免掉色塊與標記偵測的失誤。
Fig. 直接在取景畫面上標示出取景框,導具主動帶入取景框後拍攝,用法更直接,避免掉色塊與標記偵測錯誤的不穩定性。其中還設計了一個邏輯,就是當RGB反應值未能達到200的時候,表示光源過低,或者是曝光不足,App 畫面增加一個 exposure slider,可以在曝光不足時手動增加曝光量。
測試下來,主動取景的方式確實是有比色塊偵測和標記偵測來的穩定很多,基本上會是以此邏輯來發展後續的工作。
再接下來遇到的問題是,由於不是在固定控制的拍攝環境,光源的色溫、光源的分佈、光源的閃頻、相機自動白平衡判定、自動曝光判斷定……都會導致數據的誤差。
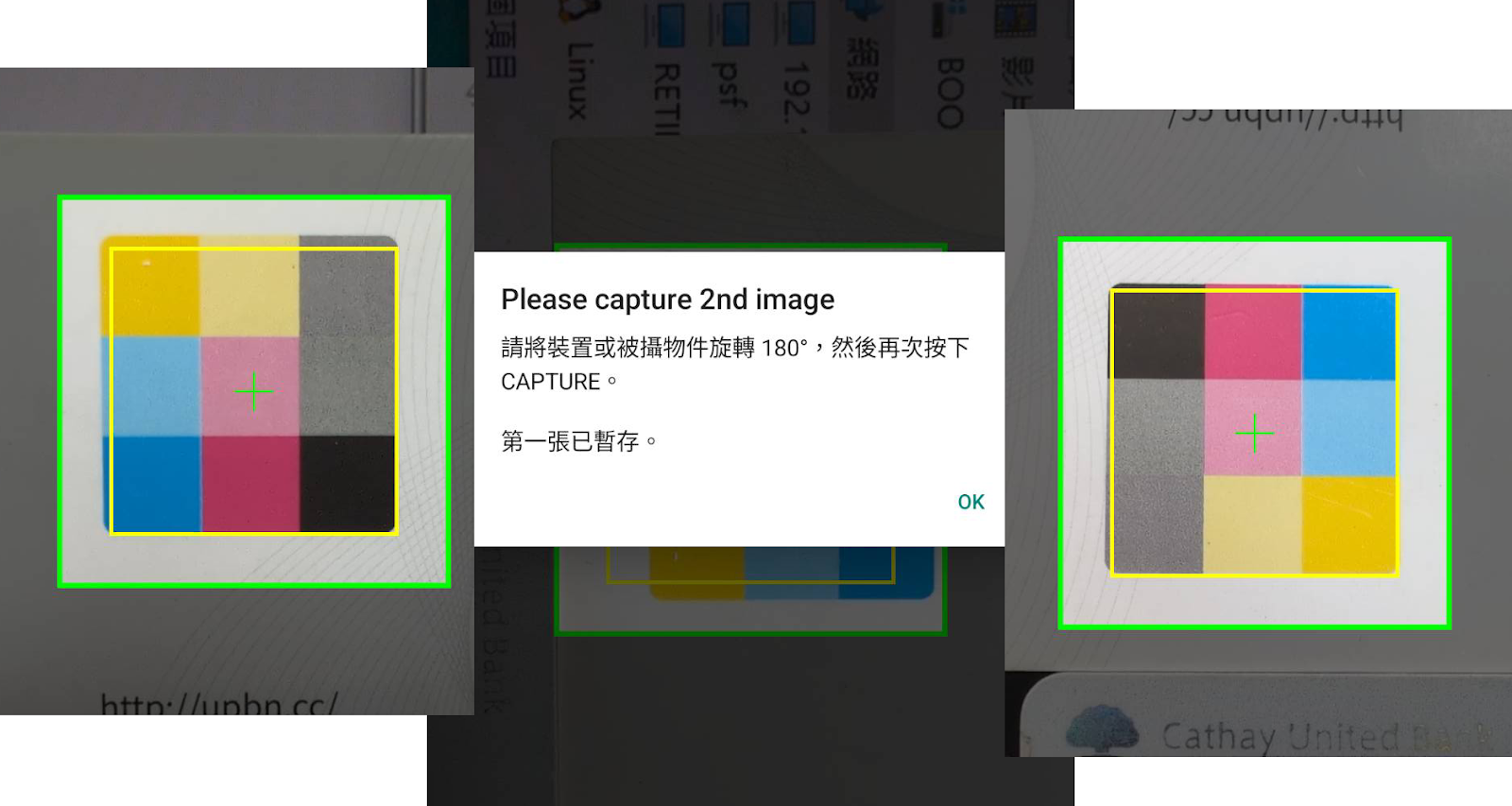
其中一個現象,一般光源都是由上往下照射的環境,上半部的受光量一定比下半部的受光量高,依此,衍生出來其中的一個工作邏輯是:在同一個拍攝場景,將導具上下翻轉再拍攝一次,然後再將上下左右顛倒的九宮格數據再做一次平均。
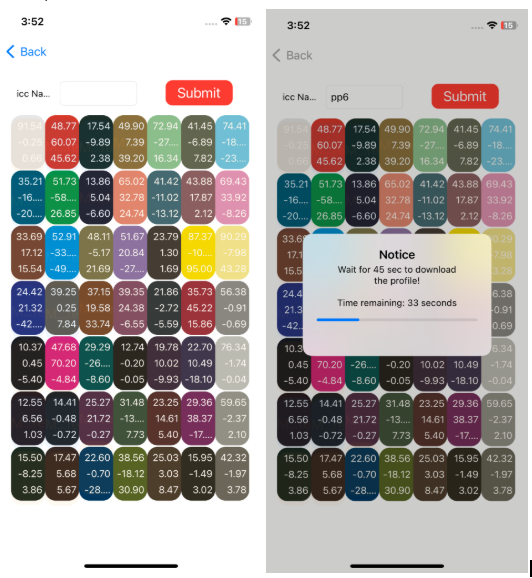
Fig. 樣本稿拍攝完後,App 提示上下翻轉後再拍一次。
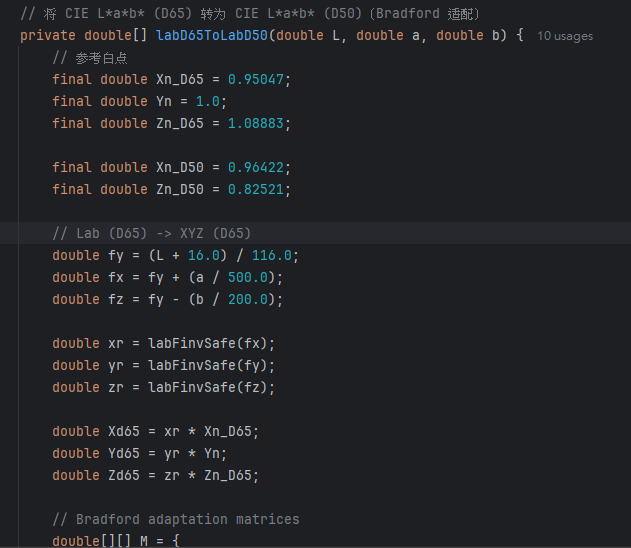
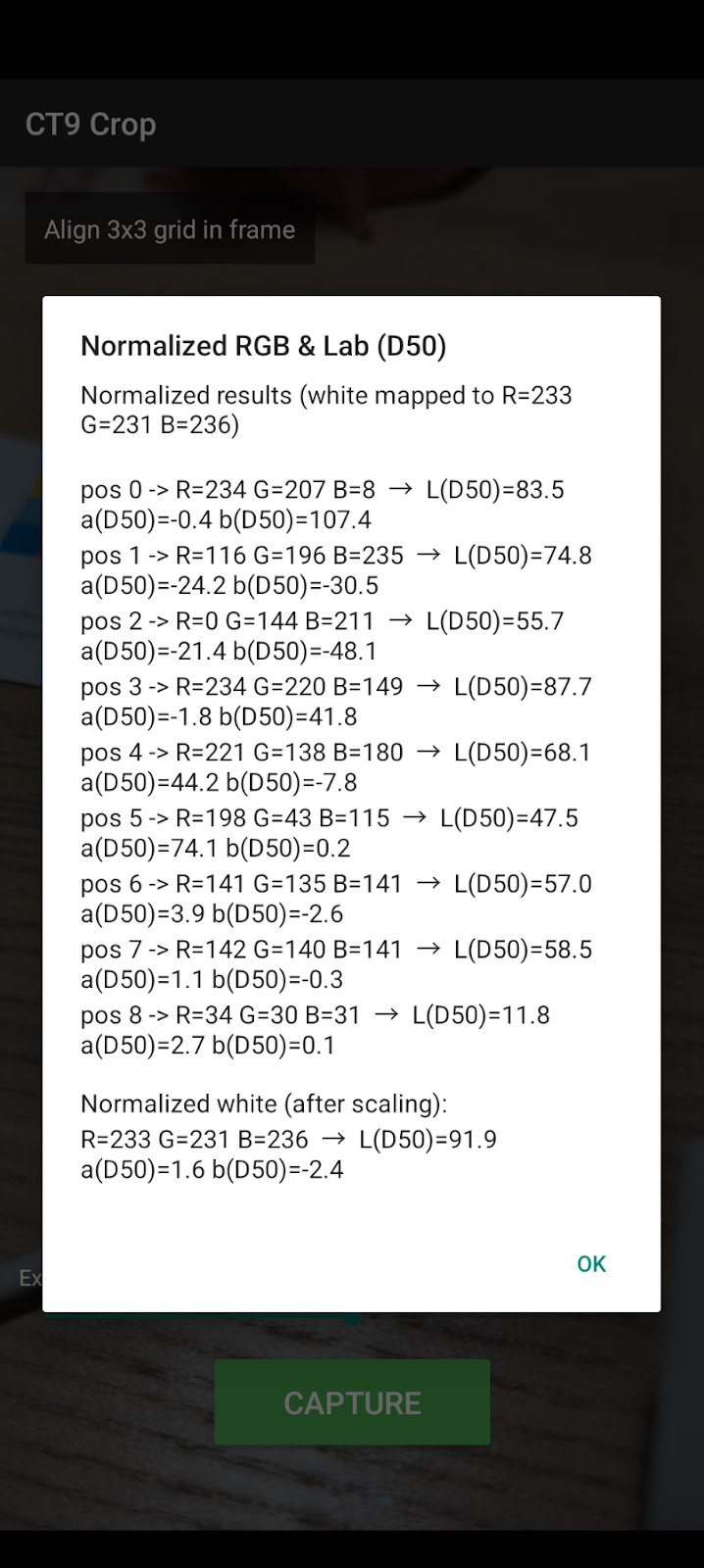
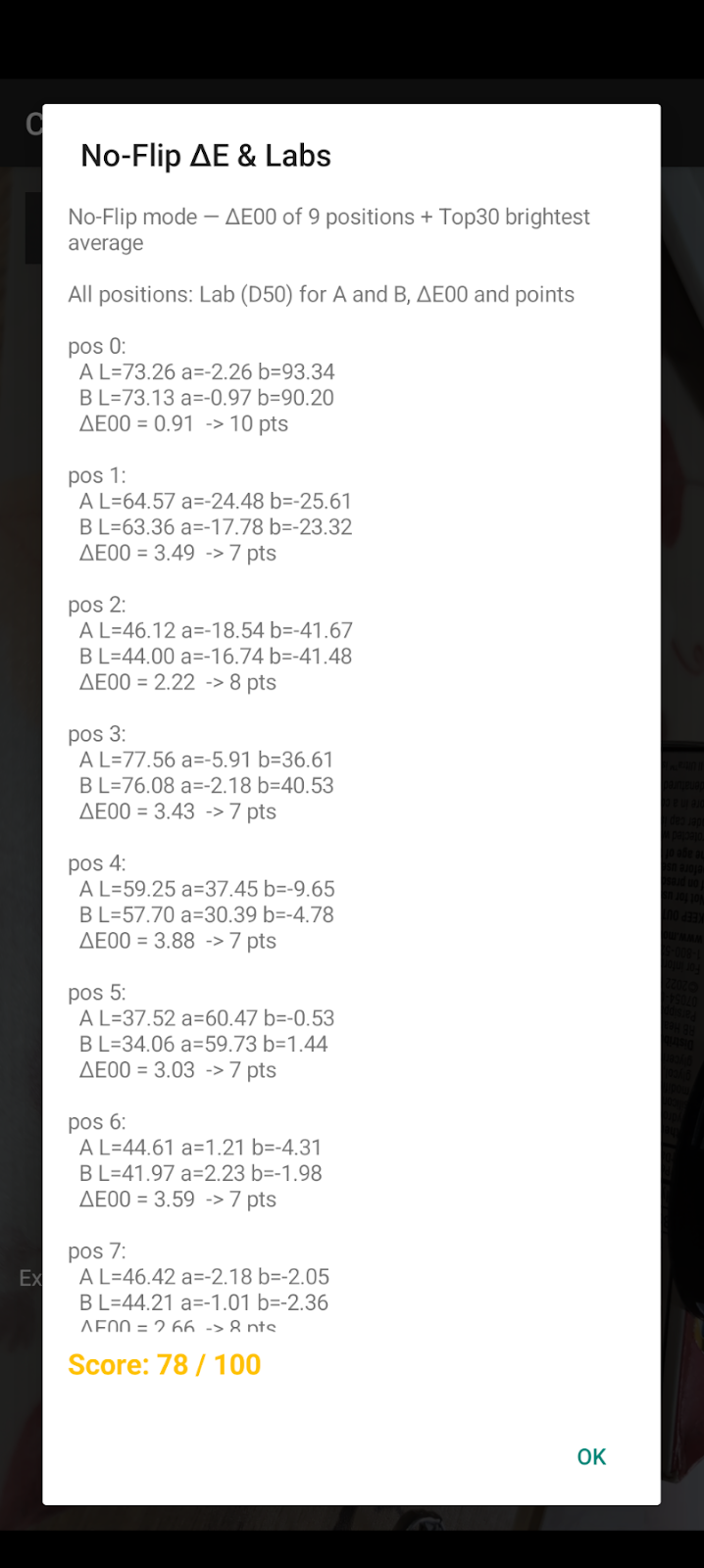
完成第二次拍攝後,系統會顯示這9個位置的平均 RGB值,並依 DidplayP3 RGB profile 將RGB訊息轉換為Lab。 這裡要注意到,這時候的Lab還是D65下的Lab,然而印刷的標準值都是在D50下設定的,如果用這一組Lab去對應印刷標準,數值差異會很大,會失去我們標準化評估的目的,因此系統該必須介入一個D65到D50的Lab轉換函式,數值才能跟接近我們熟悉的印刷上的Lab值。
Fig. Copilot 提供的 LabD65ToLabD50 轉換程式碼。
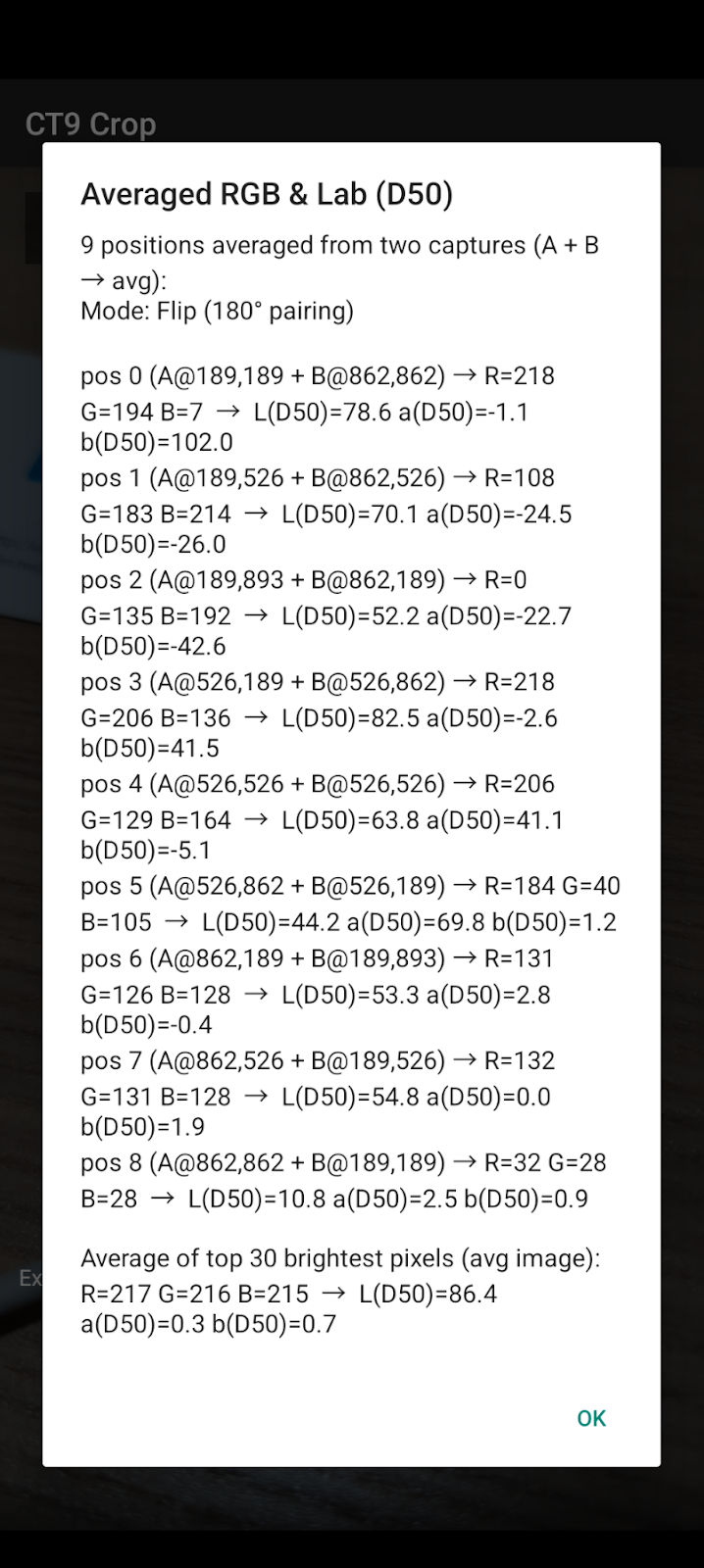
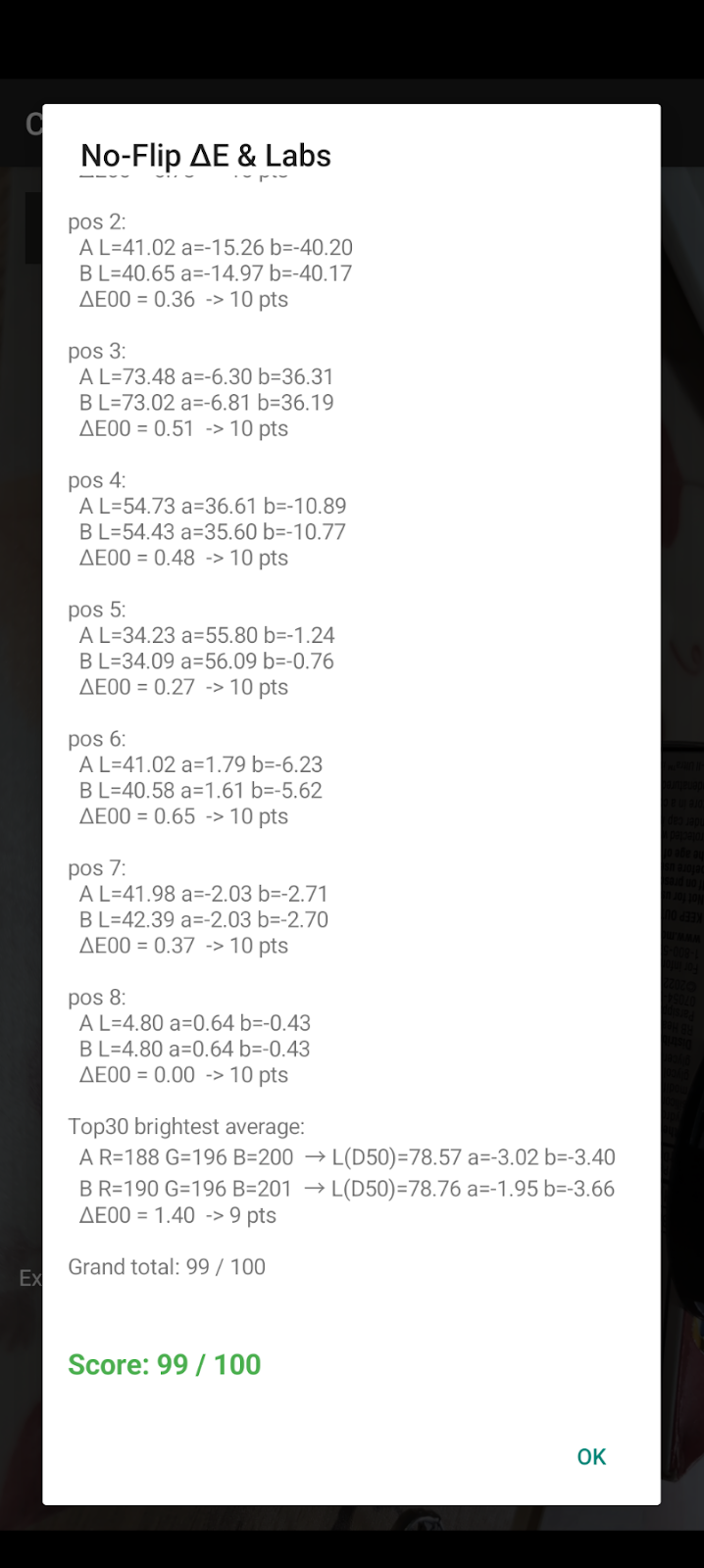
Fig. 兩次翻轉拍攝後,系統顯示兩組影像平均後的RGB值及其P3RGB(D50) Lab 值,並取樣最亮的30個像素平均做為白點參考(white reference)。
再接續一個問題,紙白數值是印刷品評估的重要訊息,它會用來做灰平衡目標值及版調計算的基礎。程式會取樣本裏最亮的30個像素平均做為白點參考(white reference)。
在隨機的拍攝環境,參考白點(white reference)是很不穩定的,試著處理這個問題的時候有各種想法,包括單點線性Normalization,parabola 多點 Normalization & fitting、或是SCCA 轉換……都在考慮之中。目前先選定用最亮像素作為做線性Normalization 的規則,強制將最白點像素歸一化在R=233,G=231,B=236,其餘像素依線性(linear)規則轉換。
Fig. 目前先選定用最亮像素作為做線性Normalization 的規則,強制將最白點像素歸一化在 R=233, G=231, B=236,其餘像素依線性(linear)規則轉換。
大約可以知道,線性的Normalization 並不能做得很精確,但幾個測試下來,確實是比沒做Normalization能取得更好的數據。這個App 主要還是先把基礎工作邏輯堆上來,後續還有很多修正、優化或是各種不同的工作想法會慢慢引導出來。
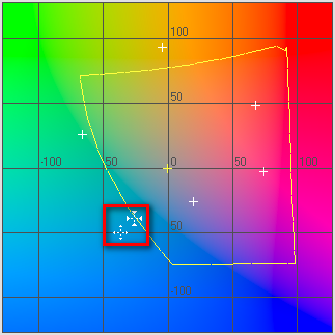
再者,P3RGB 色域涵蓋不到Cyan 100%的位置,為了讓評估數值更合理化,Cyan 100%的標準Lab會做一些變動,這邊會先暫定一個數值下來,至於如何才是更好、更合理的數值還需要更多時間的嘗試與測試。
Fig. P3 RGB 色域(黃色範圍)無法涵蓋CRPC6 Cyan 100%的位置,所以C的參考標準值會做一些修正。
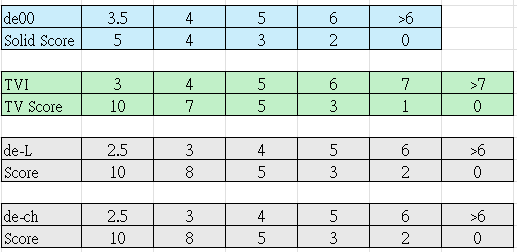
接下來是設定一個評分機制:對滿版這種要求絕對精度的項目,相機環境很難充分達成,分數佔比要低一些,CMYK滿版色塊各占5分,四個色塊的占比是20/80。其他TV及灰平衡是一種相對的運算,分數佔比可以高一些。CMYK 50%各佔10分,四個色塊佔比是40/80,C50MY40灰平衡單一色塊占20/80,分別是亮度差10分及灰度差10分。
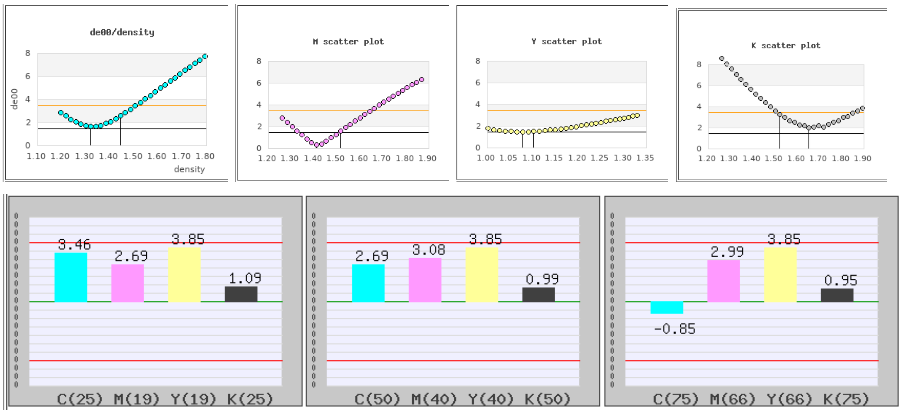
階梯式分數分配如以下圖表。
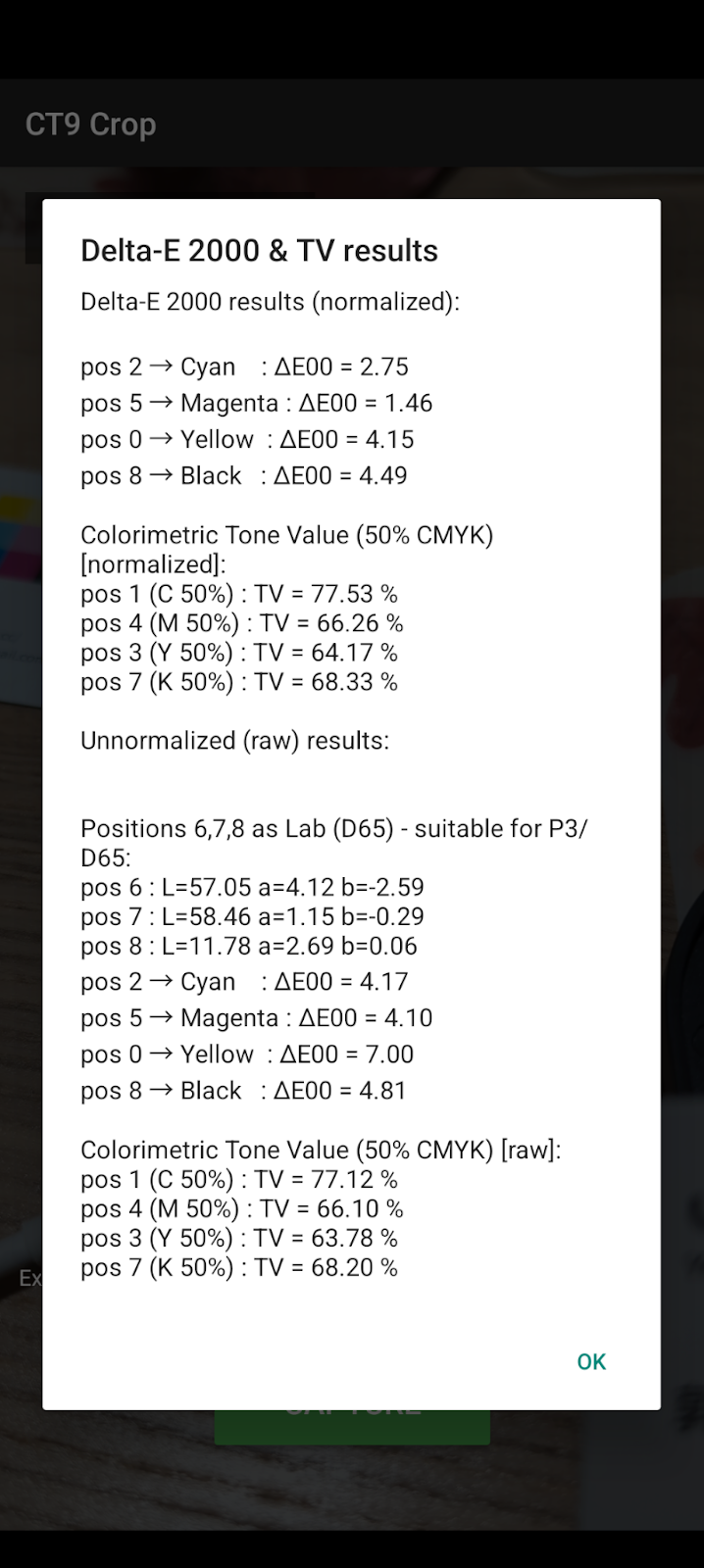
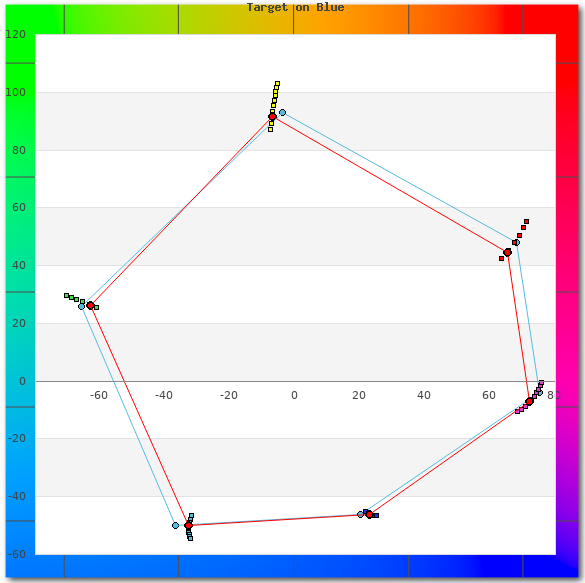
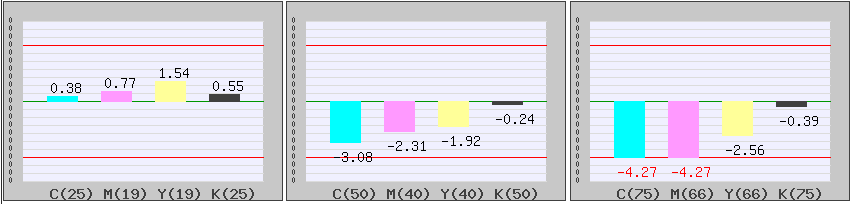
接著是顯示 Delta-E 與 TV 的計算結果,可以看得出來CMYK滿版部分 Normalized 之後色差會降低,但相對計算的TV 部分沒有太大變化。
Delta-E 的計算比較沒有問題。TV 的計算是將紙白、滿版與版調(50%)的Lab 換算成XYZ 後,以 Colorimetric TV 公式計算,結果會與濃度方式計算的TV有所不同。不過,作為一種封閉式的管理,只要是維持相同的模式,就可以是有效的管理。
Fig. 第三頁顯示 Delta-E 與 TV 的計算結果,TV 的計算以 Colorimetric TV 公式計算,結果會與濃度方式計算的TV有所不同。作為一種封閉式的管理,只要是維持相同的模式,就可以是有效的管理。
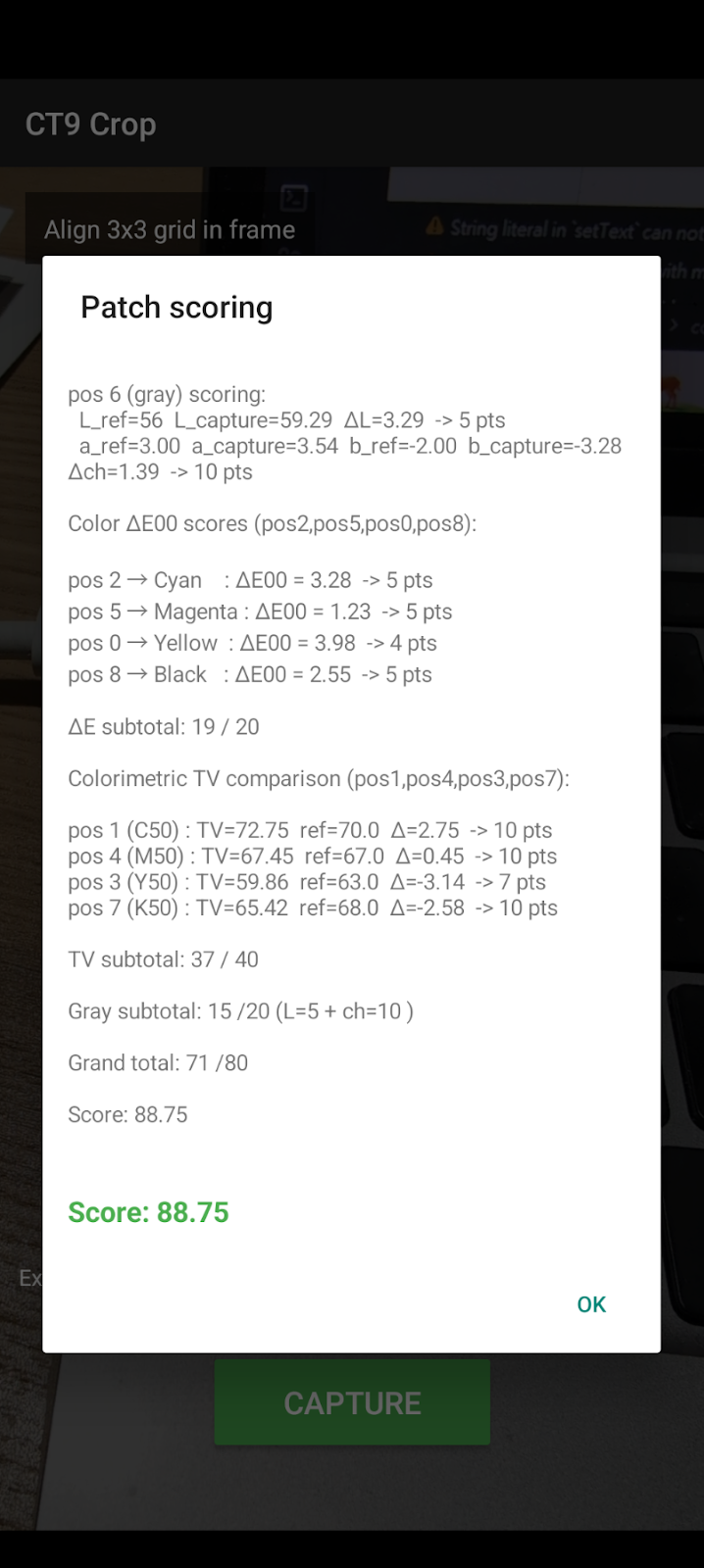
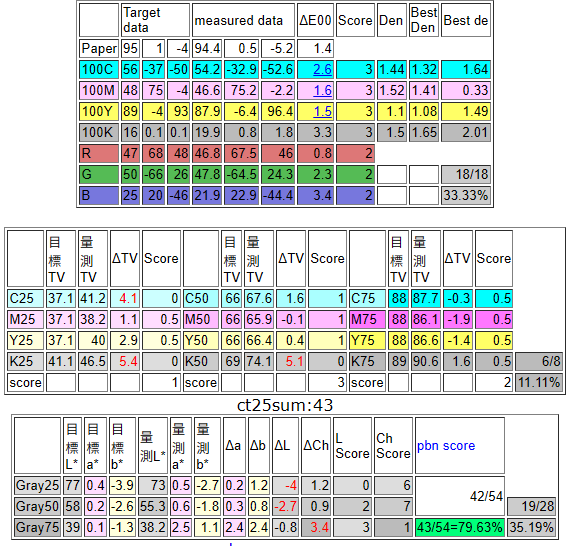
最後一頁以分數的方式呈現出來,裡面會呈現滿版、TV與灰平衡的各別分數,然後會有一個總分。總分超過80分以綠色顯示,70分到80分之間以黃色顯示,70分以下則以紅色顯示。
以相機鏡頭這一種環境變數影響很大的狀況下,能看到綠色分數就等於是還不錯的品質。
這其中要去探索、嘗試的題目還非常非常的多;如Normalization 的策略、標準值相對於P3RGB的 Fitting、寬容值的設定、SCCA 介入的影響、TV 的計算方式(是否直接採用SCTV?)……可以想像還有很多方法可以來增加這種情境運用的信任度。
如同上述,這個APP只是一個開端,一個開啟用手機鏡頭來評估印刷品質可行性的開端,缺失當然還很多,但總是要開始。
Fig. 最後一頁以分數的方式呈現出來,裡面會呈現滿版、TV與灰平衡的個別分數,然後會有一個總分。總分超過80分以綠色顯示,70分到80分之間以黃色顯示,70分以下則以紅色顯示。
繼續衍生下一個工作邏輯。
上一個工作邏輯是設定在某個標準數據(CRPC6)下對拍攝的樣本作評分,拍攝環境會帶來很大的影響/干擾。
再下來的工作邏輯是:手邊有一個實體標準稿,在同一個拍攝環境下,先拍標準稿再拍樣本稿,單純的比較兩邊的色差,就可以判斷樣本的品質好不好。
由於拍攝環境是相同的狀況下,環境變數的干擾因而相對的抵消掉,這個邏輯的信任度要比上一個邏輯要好一些。
這次在Copilot 主動編碼下,長按 ”CAPTURE” 鍵會轉換到 No-flip 模式,第一張先拍標準稿,再拍第二張樣本稿,比對兩張稿件九個部位(再加紙白)的色差即可對樣本稿做出評分。
Fig. 長按 “CAPTURE” 即可轉換為 ”No-flip” 模式,先拍標準稿,再拍樣本稿即可取得評分。
同樣的,會有一個階梯式分數分配,分數分配圖表如下。
評分項目有10個部位,除了九宮格的九個位置,再加上像素最亮的部分(紙白)。分數88分以上呈綠色,88分 與 78分之間呈黃色,78分以下為紅色。
Fig. 評分項目有10個部位,除了九宮格的九個位置,再加上像素最亮部分(紙白)。分數88分以上呈綠色,88分 與 78分之間呈黃色,78分以下為紅色。
Fig. No-flip mode,88 分以上呈綠色。
第二種邏輯的信任度要比第一個邏輯要高一些,主要是同一環境拍攝,環境干擾的因素可以相對抵減,但其中人造光源閃頻的因素一樣不能消除。
Fig. 手持取樣圖示。
Fig. 固定位置取樣圖示。
以上兩種邏輯分法,在控制良好的光源環境及固定位置拍攝下都可以有很好的信任度。然而視工作情況而定,有些時候就是必須在各種不同的環境下快速的取得數據,那第二個邏輯的信任度會高一些,不過手邊必須帶著標準稿。
如同之前的敘述,我對用手機來處理色彩問題有很多的想像,這只是諸多題目之一的一個開端。
更想表達的概念是,這些手機色彩相關App,它扮演著色彩產業” 帶路雞(台語)”的角色,經由最低的門檻帶入”色彩即數字” 的概念來處理色彩問題。手邊就有經由簡單的APP帶出後續近200萬設備的案例。一旦對” 色彩即數字” 有所體認,在有更高階的要求下,是能帶動上百萬的設備投入。
最後談一下,AI正確率並不是100%,但快速便宜的產生80%的正確率已經讓世界進步太多太多,就僅對我撰寫程式而言,這是毫無疑問的。
同樣的,在色彩品質的評估,不求100%,能用快速便宜的方式來達成80%的正確率,也同樣可以帶動這個產業很大的進步。
Filed under: Uncategorized › Tags:
24 11 月, 2025 () Uncategorized › Administrator › No Comments
G7 Colorspace 記事 251118
續證時間又到了,以往都是走Targeted,沒有走 Colorspace。兩個原因,Targeted 比較實際,是一個每天都能去驗證的規格;Colorspace 沒有辦法經常去驗證,做認証反正就是一年才一次,做Color space比較是一種宣告,表示有能力達到更好的規格。第二是沒有自動化的量測設備,操作起來比較麻煩。
在今年六月單位對機器做了一次測試,在以線性版的情況下讓機器達到G7狀態,那一次的經驗讓我們知道只透過機器的調整是可以達到G7狀態的,也透過那次調整我們認為機器是有能力拿到colorspace,因此今年的續証打算做一下Colorspace。
工序開始,CT25 工具先上場。
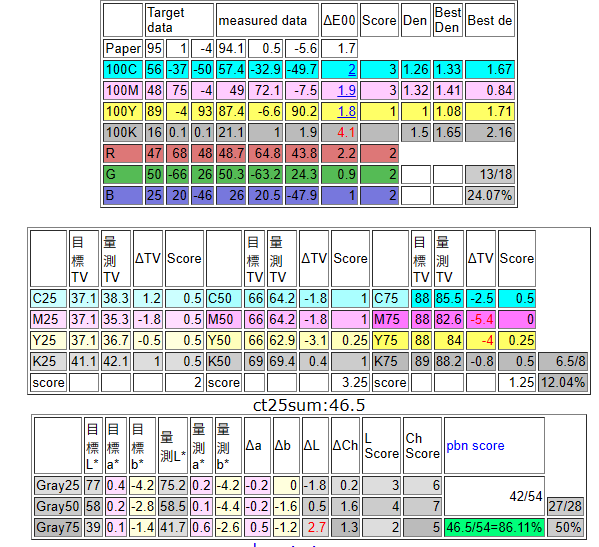
CT25 第一次數據,時間碼 101154 分數 86.11。
狀態:黑色不夠。
動作:加黑。
Fig. CT25 第一次數據
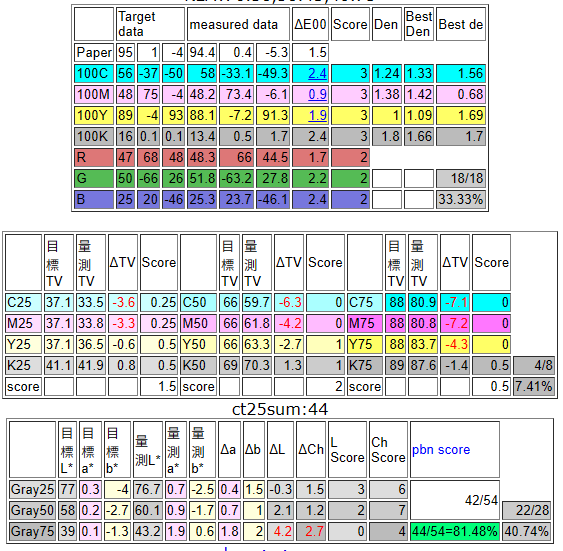
CT25 第二次資料 時間碼101639 分數81.48。
狀態:黑色到位,CMYKRGB 到位,18/18,灰階未到位 22/28。
動作:加青加紅及少許黃
Fig. CT25 第二次數據
Fig. CT25 第二次數據灰階修正指令
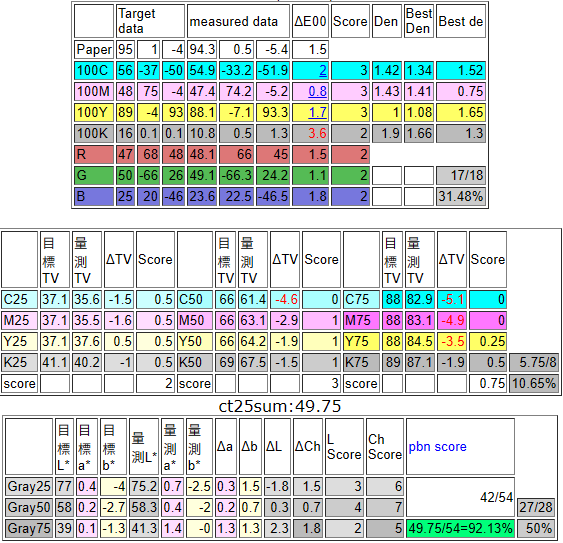
CT25 第三次數據,時間碼102501 分數92.13。
狀態:灰階到位,黑色過多,不過預計乾墨會回來。
動作:保持狀態,啟用CT125 工具做Targeted 確認。
Fig. CT25 第三次數據,除了滿版K未到位,其餘到位。
CT125 第一次數據,左下方P2P,時間碼102549,分數 131.16,Targeted 到位。
Fig. CT125 第一次數據,Grayscale 達成。
Fig. CT125 第一次數據,Targeted 達成。
CT125 第二次數據,右上方P2P,時間碼103156,分數 123.46,K45%-60%處版調太重,Grayscale 未能通過。
動作:降黑墨,CMY 保持狀態。
Fig. CT125 第二次數據,K45%-60%處版調太重
CT125 第三次數據,時間碼 103705,加入吹風機作業(5分鐘)模擬乾墨預測。
狀態:K版調到位,但乾掉的CMY 灰階、灰差未能到位,分數104.7。
動作:轉回 CT25 工具尋求放墨指令。
Fig. CT125 第三次數據,K版調到位,但乾掉的CMY 灰階、灰差未能到位。
CT25 第四次數據,時間碼 104047 分數 78.7。
狀態:滿版到位 18/18,灰階未到位 22/28。
動作:依CT25,綜合六角圖及灰指令判斷,加紅加青加黃。
Fig. CT25 第四次數據,滿版到位 18/18,灰階75%處未到位 22/28。
Fig CT25 第四次數據六角圖,綜合六角圖及灰指令判斷,CMY墨都可以再加。
Fig. CT25 第四次數據,依CT25 灰平衡指令,加紅加青加黃。
CT25 第五次數據,時間碼 105022 分數 79.63。
狀態:加CMY墨後,滿版依然到位 18/18,但灰階未到位 19/28。
動作:這次綜合Beer’s Law 及灰階指令,降C降M降少許Y及加K。
Fig. CT25 第五次數據,滿版到位 18/18,灰階未到位 19/28。
Fig. 綜合Beer’s Law 及灰階指令,降C降M降少許Y及加K。
CT25 第六次數據,時間碼 105643 分數來到 96.3。
狀態:滿版到位 18/18,灰平衡到位 27/28。
接下來用CT125驗證Targeted。
CT125 第四次數據,左下方P2P,時間105917,分數 133.73,Grayscale到位。
CT125 第五次數據,右上方P2P,時間110303,分數 131.09,Grayscale到位。
兩邊 P2P Targeted 均到位,再下來就是驗證Colorspace 了。
由於沒有自動化測量儀器,手動 i1 Pro3 測量1617格,48 條色條,大概20分鐘,數據時間碼11211,數據拉到Curve4做驗證,通過CRPC6 Colorspace Production規範。
Fig. 由於沒有自動化測量儀器,手動 i1 Pro3 測量1617格,48 條色條,大概20分鐘。
Fig. 數據拉到Curve4做驗證,通過CRPC6 Colorspace Production規範。
整理一下,就時間方面,第一個CT25數據時間碼101154到 Colorspace 通過時間碼112111,整個過程不到一個半鐘頭,在機上的時間大約是一個鐘頭,沒有透過Curve4計算版調曲線,直接以線性版在機器上完成。
這是我做過這麼多G7唯一次線性版直接達成規範,而且是Colorspace規範,還而且是時間最短一次。我想今年六月那次測試留下很好的基礎。
然後不得不談今天的優勢:當天廠房內溫度21.8,是油墨工作的適當溫度,不會因為過熱而影響網點擴張;記得6月的廠房溫度在27、8度,機器旁邊更接近30度,那次還必須把油墨拿到冰箱冰過才能維持網點擴張,今天在機器上就直接能達到不錯的位置,助於形成這次最快、最有效率的一次G7認證。
CT25 還是一個非常有效的工具,用Beer’s Law 來引導CMYK滿版濃度落點,六角圖來推測RGB落點,灰平衡指令去引導灰平衡操作,pbn 評分系統能有效的呈現印刷品質裝態。能在這個系統取得 95分以上幾乎可以確定能進入Colorspace 規範。
CT125 相對於 P2P (300格)也是相對的在 Targeted 規格是一個更有效率的工具,無須剪裁後量測(isis),直接在印張上取數據,能確定認證送件與自行檢測是同一張印樣,再稍微減少一些變數。
以上,幾個因素的配合:良好的機器狀態(最主要)、足夠品質的材料(紙張、油墨)、領機的有效操作、適當的工作溫度、及好用的工具,共同達成這一次很有效率的G7續証。
Fig. 廠房內溫度21.8,油墨不會因為環境過熱而影響網點擴張。
Filed under: Uncategorized › Tags:
31 10 月, 2025 () Uncategorized › Administrator › No Comments
CMYK profile from Phone
CMYK profile from Phone
上一次發文提到用42個色塊來產生一個RGB printer profile,效果還可以,想說用42個色塊來做CMYK profile 不知道效果怎麼樣?
其實profile的效果還是好的,對於灰平衡、色彩、調子…都是有修正作用,但觀察其profile色域立體結構呈現破損狀態,有可能在某些區域會出現較大的色彩誤差,因此決定增加樣本數量,看能不能取得較完整的色域立方圖。
繼之前6×7的結構,再加7個色塊形成7×7的結構,至於如何決定這49個組合,Claude 提出的幾種組合都還是呈現色域立方體破損狀態,最後是取ArgyllCMS的內定組合及自行決斷的色塊共同形成49個樣本,總算取得一個色立方體較完整的profile。
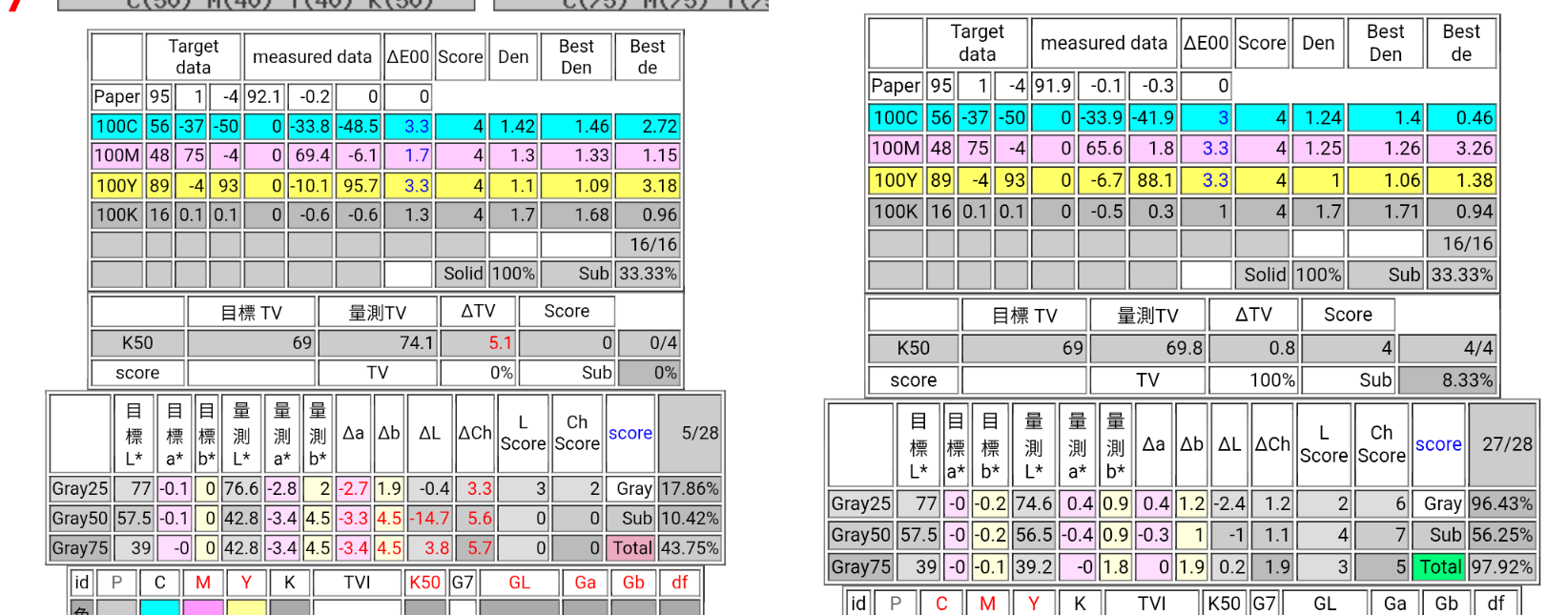
以標準化的觀點來看一下這個profile帶出來的作用,第一組樣本事先有用Beer’s Law 工具去調整滿版濃度,CMYK 主色應該沒有問題,icc Profile 的作用很明顯將 K的中間調(K50)及灰平衡(delta-L and delta-Ch)帶到更好的位置。
第二組樣本沒有用Beer’s Law 工具去調整滿版濃度,icc Profile 的作用將CMYK 主色從8/16拉到13/16,灰平衡的亮度差及灰差從9/28 拉到24/28,有明顯的改善。
Fig. 第一組樣本的總評分從43.75拉到97.92,主色的分數不變,灰平衡的亮度差及灰差從5/28 拉到27/28,以標準化的觀點是有明顯的改善。
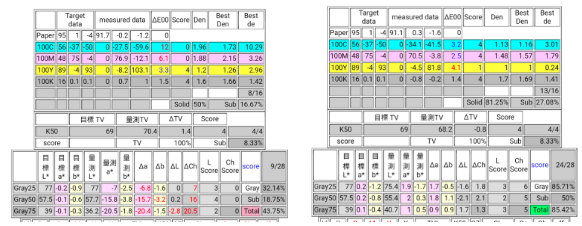
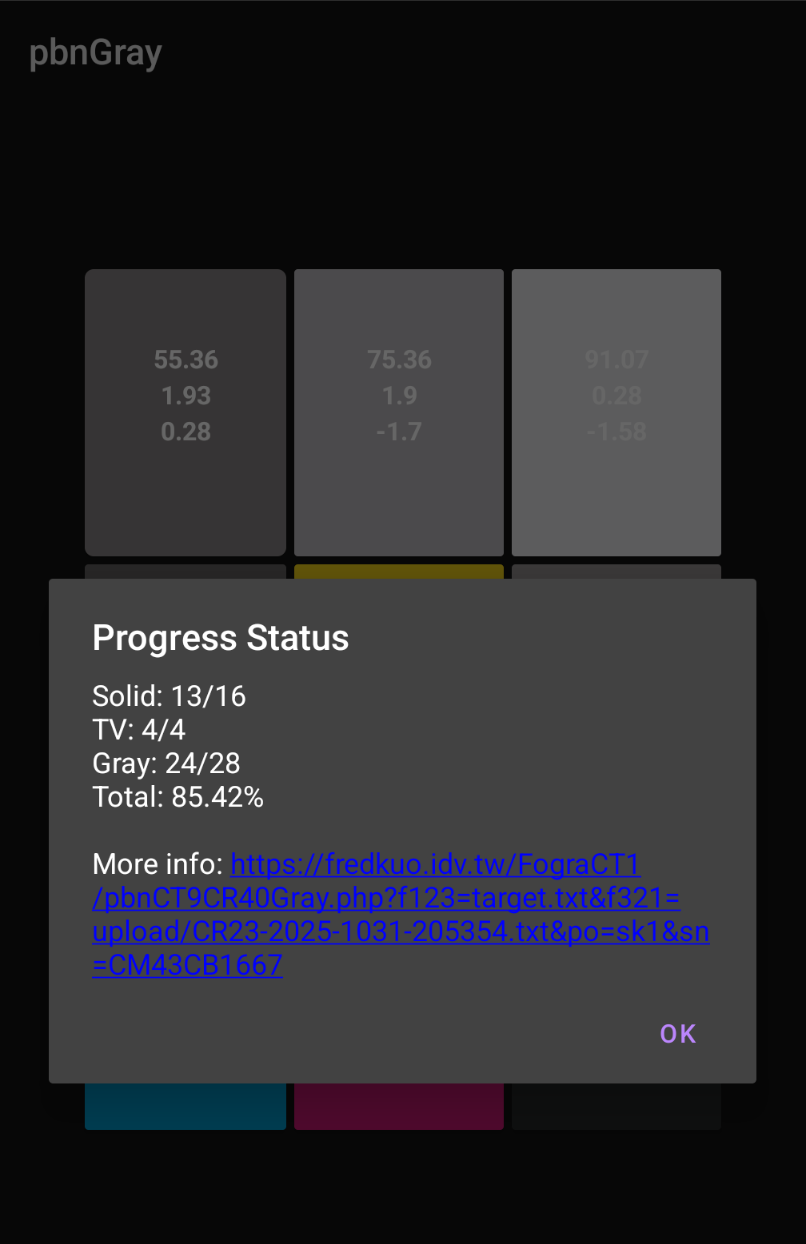
Fig. 第二組樣本的總評分從43.75拉到85.42,主色的分數從8/16拉到13/16,灰平衡的亮度差及灰差從9/28 拉到24/28,有明顯的改善。
, 視覺感覺差異不大,但分數有很大的差異。
Fig. 第二組樣本修正的視覺效果,左邊維修正前,右邊為修正後, 這一組很明顯灰平衡有很大的修正效果。
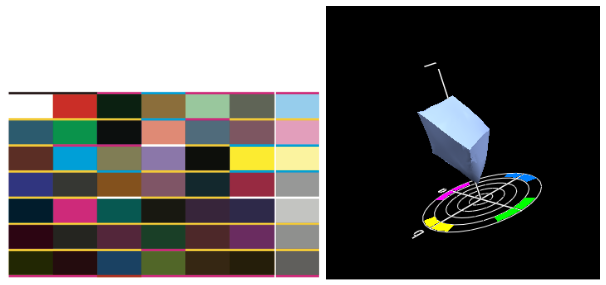
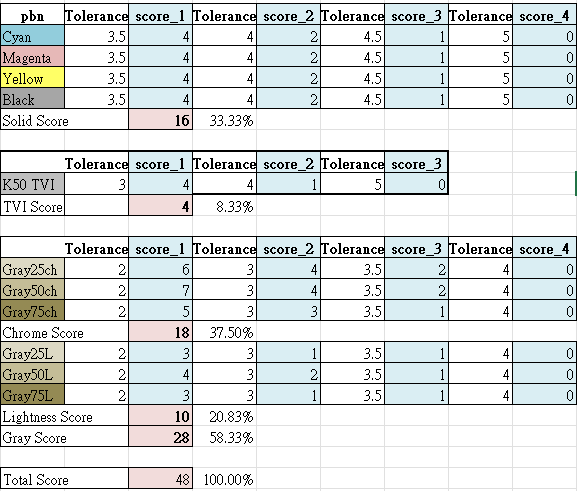
為了用手機做快速的評分,這一次又做了一個9格的評分工具,這一次的9格組合是:紙張、CMYK 100%、灰25%、灰50%、灰75%及K50。這個分佈可以看出來主要是以灰為重點,我還是認為只要能把這三個灰做對,影像就不會太差,因此評分系統裡面灰平衡的佔比會將近60%。評分規則可以參考以下的表格。
Fig. pbn9Gray 評分工具。
Fig. pbn9Gray 評分工具在上傳9格資料後會很快的得到滿版、TV(K50)、灰平衡的分數分佈,並給予一個總分。若要看更詳細的資料可以點入連結。
Fig. pbn9Gray 評分的規則,滿版色總分16,佔比33.33%;TV(K50)總分四分,佔比8.33%;灰平衡總分48,佔比58.33%。
我對於用手機來處理色彩題目有很多的想像,這些都只能算是基礎能力,就從這兩次的發文,接續需要處理的題目至少有:
* icc profile 相對於G7+ method,icc能提供較準確的顏色,但G7+能展現更好(pleasing)的調性,這之間的協作與取捨會是一個很有意思的題目。
* 就CMYK profile 而言,這一次profile的產生並沒有針對K頻道的分佈做進一步的設定,尤其對噴墨印表機的icc profile, K 與 Gray replacement (GCR) 的設定對視覺還是會產生一定的影響。同樣的,”好看”跟”準確” 並沒有在同一個軌道上面,這之間規則的取捨遠要重於icc的精確性。
我工作的原則是 by number,有數字,才能控制,才能管理,才能操弄(manipulate)。
#printByNumber
#cmyk_profile
#ProfileByPhone
Filed under: Uncategorized › Tags:
17 10 月, 2025 () Uncategorized › Administrator › No Comments
icc profile from phone
手機 icc profile 工具
如之前發文,我盡可能要把色彩工作在手機裏完成,已陸續完成印刷品10格檢測、23格檢測、光譜濃度計、特別色資料庫追色……這些都是簡潔有效的工具;那色彩管理的核心 icc profile 能做嗎?能做到多好?
icc profile 的基本精神是對設備取樣然後建立對應表,取樣當然是越多越好,於是就需要像i1、io、isis 這類能大量取樣的設備,但這些設備再加上軟體就是一個在成本上與技術上的都是相對高的門檻。我的工作目標之一就是要降低這些設備成本與技術的門檻。
工具的基本邏輯很單純:在手機端(地端)量取樣本,把數據送往雲端運算,計算出profile後再由地端下載。
這樣的工作結構沒有問題,問題是我希望在手機上操作的格數越少越好,那幾個色塊才足以取得質量夠好的profile?
以i1profiler 這個軟體為例,printer profile 最少格數是400個。問了ChatGPT 與Claude ,它們的答案是至少200個。200個我都覺得太多了,很難想像要求user以單點模式去取200個樣本,太冗長,太花時間。我自己試著一分鐘可以單點操作42個樣本,那就來個6×7=42的矩陣樣本吧!
Fig. RGB Printer 或是 CMYK Printer,i1profiler 印表機樣本最少數量為400個。
我問Claude,如果我只能用42個樣本,它有什麼建議,於是有了這樣的組合:(…from
Claude)
Primary Colors & Extremes (8 patches):
Pure RGB primaries: R100, G100, B100
RGB combinations: RG, RB, GB, RGB (white)
Black: R0+G0+B0
Gray Scale (6 patches):
Distributed gray levels: 10%, 25%, 50%, 75%, 87.5%, 90%
Secondary & Tertiary Colors (12 patches):
Gamut Boundary Colors (8 patches):
Mixed Tone Colors (8 patches):
整體安排很合邏輯,其中有6格用來做灰平衡,如同G7邏輯:只要把灰色塊的調子與灰差做好,影像表現就不會太差。就不曉得這個組合的表現怎麼樣?
Fig. 6×7 42格RGB Printer 樣本。
先看色域立方圖,儘管只有42個樣本,色域的3D結構還算完整,用起來不用太擔心。
Fig. 色域立方圖,儘管只有42個樣本,色域的3D結構還算完整。
Fig. P3 to RGB Printer,色域能力本身就差別很大,最大亮度及最飽和部分都會差很多。外圍黃色部分為P3 色域,內部綠色部分為RGB Printer 色域。
這次是一個P3RGB(MackBook Pro)到RGB Printer 的測試,色域能力本身就差別很大,最大亮度及最飽和部分都會差很多,但灰平衡可以要求到位,在數據評估上會以灰平衡為主。
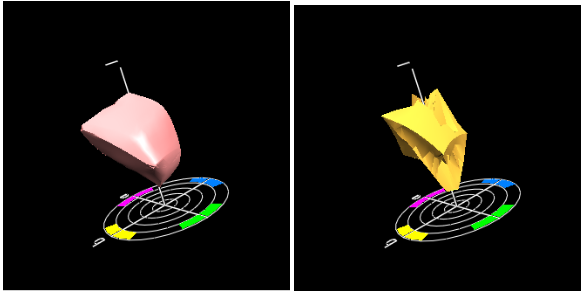
從下面圖示可以看出icc 的修正在版調及灰平衡有很大的效益。
Fig. 下圖為印表機原始狀態,上圖為icc 修正狀態,可以明顯看出這個只有42格樣本的icc profile在調子與灰平衡有很大的改善。
從數據觀點來看一下這個 icc profile 的灰色評分:原始狀態調子與灰平衡全不到位,分數為0/28;icc 修正後分數為19/28,如果把調子與灰分開看,icc 的調子為3/10,灰平衡為16/18。
Fig. 上爲原始狀態,調子與灰平衡全不到位,分數為0/28;下為 icc 修正,分數為19/28,如果把調子與灰分開看,icc 的調子為3/10,灰平衡為16/18。
從色域比較圖示可以看出最大亮度及最飽和部分都差別很大,基於這最大亮度差異,輸出調子的結構有必要重新分佈以達到更好的視覺效果。icc 裏有相對色度(relative colorimetric) 與感應式(perceptual)來處理色域差異間的對應,不過在這次測試中,這兩個對應似乎還未能達到我認為好看(pleasing)的效果。
當然 pleasing 的認定很難數據化,我試著以G7+的規則應用到P3 顯示幕到印表機輸出的調子分佈做一下測試,程序及成果如下:
Fig. G7+ 版調重組公式。
Fig. 藍色為顯示器版調,橘色為印表機輸出版調,綠色為重新計算的G7+版調。
Fig. 圖像原稿
Fig. 再一個例子,左為icc 輸出,右為G7+輸出,G7+帶出來的調子更討喜一些。
作為色域相差極大的輸出,我會更傾向於好看的輸出而不是 icc 原則性的輸出,當然這個”好看”無法數據定義,但大致上是淺色更明亮,飽和度更高的方向。
最後還是要提一下,如果不是牽涉到色域對應,以絕對色度(absolute colorimetric)方式來輸出色彩,那這個 icc profile 的能力如何?
參考上一篇發文,我在瑞典馬爾默圖書館紀錄了一個色彩,經由這個 profile 以絕對色度輸出,取得的色差是de00 1.34。以如此低階的儀器以及這麼少格數的操作還能取得de00 1.34,算是非常夠用了。
總結一下,用手機配合一個低階光譜儀以及最少格數(42)的操作,也能取得一個堪用的profile。
操作影片參考連結:https://www.youtube.com/watch?v=893I4HdaAeg
#Printbynumber
#G7plus
#iccprofile
Filed under: Uncategorized › Tags:
12 9 月, 2025 () Uncategorized › Administrator › No Comments
The color around.
瑞典 馬爾默(Malmö)市立圖書館一角,佈置溫馨的長板凳引起我的注意,用 Google Lens 讀了一下上頭的告示,啊,原來是這麽回事!
Fig. 長板凳上頭的告示
就這樣,這個板凳的色彩成了成了我旅行中的喜好色彩(favorite color);背包裡還帶著小藍牙光譜儀,就把它紀錄下來吧。Fig. 背包裡還帶著小藍牙光譜儀,就把它紀錄下來吧。
回來後,讓同事把這個色彩配出來,App 測出來色差1.62,可以了,是我記憶中的色彩。
Fig. 配墨系統取得 1.62 色差。
順便測一下單位裡的設備能否實現這個色彩,方法是在Fogra39 設定下,Key 入目標 Lab (81,10, 64),系統換算出可由M23,Y80組合。填入色塊後分別用噴墨及碳粉機輸出,來看看能否實現我的Lab?
輸出後,噴墨能實現色差1.67,碳粉能達到2.52,基於碳粉機的穩定度,這樣的結果是可以接受的。
Fig. 在Fogra39 設定下,Key 入目標 Lab (81,10, 64),系統換算出可由M23,Y80組合。填入色塊後分別用噴墨及碳粉機輸出。
對於創作者而言,色彩始終是一個主觀的概念,然而,在實體世界中,色彩是一個物理現象,是一個可以被數據化的物理現象。這一個色彩,我且主觀的稱它為”馬爾默黃”,但在客觀的物理現象裏,它就是一組數字而已。
當取得客觀的數據後,我可以很客觀的將它實現在我要表達的任何位置:可以是名片、可以是產品包裝、可以是手機殼、可以是3D列印的配件、可以是織品、可以是瓷杯、或者是汽車…
這是一個很小的、很輕便的系統,但這個配置有能力達到兩個色差。相對於主觀的色彩認定,我認為已經提升非常多了!
#PrintByNumber
Filed under: Uncategorized › Tags:
27 8 月, 2025 () Uncategorized › Administrator › No Comments
Phone tools on color.
色彩手機工具
Fig. Apps on iOS.
Fig. Apps on Android
我做色彩工作主要的工具是i1,i1 非常好用,有足夠的精度,有很有效率的Scan模式,但總是要帶著筆電,還要連著USB線。我一直盼著i1能出個WiFi版或是藍牙版,但看來沒有任何跡象。
再來我認為手機才是最終極平台,任何數據上的工作應該在手機裡就可以處理掉;我期待著色彩檢驗、色彩控制這些工作,掏出手機,配個藍牙光譜儀,就應該能搞定80%以上的工作。
雖非IT科班,我也用php處理了很多工作,有關手機系統如Android 的 java 與 iOS 的 Swift ,兩年前我是不敢碰的。難得有同事起個頭,再加上ChatGPT (最近Claude用比較多),我也陸續完成了四、五個工具。自己當然是覺得很好用,也有同事陸續在用,但這些工具也不好發給這邊粉絲頁的讀者,主要是這些工具要連到藍牙光譜儀,沒有光譜儀,這些App起不了作用。
Fig. iOS Swift code
Fig. Andriod Java code
這裡能發給讀者體驗的,只能是這個:cieClock。這個App 主要是用來培養對cieLab數據的sense。其中第一個頁面是將CIE Lab色彩訊息以時鐘的型態來顯示12小時內的變化,第二個頁面以色塊的方式交代每個顏色的Lab值及RGB值。第三個頁面顯示今天是今年的第幾天,並顯示出其在CIELab色輪的色彩。第四頁面讓你填入生日之後顯示該日期的Lab色輪色彩。
Fig. 第一個頁面是將CIE Lab色彩訊息以時鐘的型態來顯示12小時內的變化,第二個頁面以色塊的方式交代每個顏色的Lab值及RGB值。
Fig. 第三個頁面顯示今天是今年的第幾天,並顯示出其在CIELab色輪的色彩。第四頁面讓你填入生日之後顯示該日期的Lab色輪色彩。
能把code寫出來是一回事,要讓它上架又是另外一回事。上架前有關 App 的各種文字與圖片甚或影片的彙整上傳,十幾道各項安全、隱私權、年齡限制……等等詰問,針對個別的App,還必須對其安全性、功能性及娛樂性…的審查,iOS 與 Android的標準也不盡相同,同樣功能的這一個App,在Google Play 很快就能通過,在Apple App Store 要經過4次審查及反覆申訴才下得來。
Fig. cieClock 在Apple App Store 要經過4次審查及申訴才下得來。
cieClock 在Android Google Play 與 iOS App Store 載點如下,Android版目前是免費,iOS 則訂了個最低的USD 0.99的價錢,很難說清楚這個App能值多少錢,除了想傳達的基本功能外,UX、UI都還不夠流暢,這裡主要是想看一下當有金流介入時,它的後台系統在跑那些東西。
這裡先放出10個iOS的promotion code,粉絲頁讀者可以先體驗看看。
https://play.google.com/store/apps/details?id=com.cieClock4
https://apps.apple.com/tw/app/cieclock/id6686400658
iOS promote code:
X44N63FY69P9,9EPH7KN3N3WM,AHMA7NYMAERF,9LNEHH7PEHFE,44NF7L9YLT7W,EHJHHAMXNF79,JPAE9Y43JYTJ,AAKX96AR66WP,REFLKWFRPJ67,4Y7HNWXHLYPP
我非常期待能在手機上能完成大部分色彩的品質評鑑及輸出控制的工作,這裡只是一個起點,程式語法和介面美術都還有很大進步空間,只能先把架構慢慢建立起來,陸續再來彌補其中的不足。
至於這個粉絲頁,主要還是用來記載我的工作歷程,難得還有一些讀者願意來這邊看看,也不妨留下一些看法,你們希望手機能完成什麼樣的色彩工作?我自己其中的一個想法是經由手機鏡頭對某些色塊拍照就可以做出類似gmi 或C9的品質評分;一直在架構中,就看什麼時候能實現,或是看看能實現到什麼樣的程度!
Filed under: Uncategorized › Tags:
3 8 月, 2025 () Uncategorized › Administrator › No Comments
Grayscale Tools build up.
灰階工具組建
整個工具的目的在於控制輸出品質能達到某一個灰階定義(亮度值 L* 及灰值 a*,b*)。
要達成這個目的,要做到兩個項目:1.正確的預測CMY灰色組合落點。2.根據預測值改變CMY曲線以達到正確的輸出品質。
簡單的回答是i1加Curve軟體就可以了。
已經有解答了,那為什麼我一直持續在做這方面的題目?
一個主要因素:降低作業門檻,建置成本上的,及工作程序上的。
建置成本就先不談了,i1 + Curve 軟體的費用網路查一下就知道了。
工作程序上,i1+Curve 需量取 P2P 300個數據才能取得灰階預測值,這個在年度考試時執行這些程序是理所當然,但在日常的維護上,輸出品沒有這樣的空間,維護人員也沒有這樣的時間去執行300個數據的量測。
我需要一個更精簡的程序讓維護人員很快的去達成灰階修正的目的,因此,這個題目一直在發展。
再一個因素,在使用 Curve 執行灰階預測時,亮度目標值(L)需依循TR015或是RPC(Curve+)定義,灰目標值(a,b值)也有其規則(依紙白ab值對應定其版調值)。但在有些場合(比如同一個廠裏的不同機台輸出),我可能會要求不同機台或不同材質依循絕對的Lab灰值來達成數據的一致性,而不是G7 規範裏相對的視覺一致性。在要求數據一致性的場合下,Curve 並沒有這樣的功能。另一種說法,當我要做灰平衡自定義(亮度值 L* 及灰值 a*,b*)的時候,Curve 沒辦法做到,還是得自己寫。
基於這一個主要及一些附加因數,我開始組建這方面的工具。
我把這個工具架構的工作分三個大的部分及一個附加工作:
1.工具在亮度差及灰差的成效至少要跟得上Curve軟體的預測成效。
2.在日常的維護的工作上可以有很精簡的工作方法達成。
3.有別於Curve軟體,可以自定目標亮度值及目標灰度值。(Curve4 能自定灰度值 a*,b* 但不能自訂亮度值 L*,亮度值必須依據 TR015 規則)
再一個附加工作是,當取得CMY修正值後,可以有兩種方式來執行輸出品的灰平衡修正:
1.改變RIP(CTP) CMY 曲線。
2.改圖檔 CMY 曲線。
先談第一個工作:如何正確的預測灰平衡組合。
如前述,Curve4 已經是一個非常有效能的灰平衡修正工具,在灰平衡的預測上主要是靠兩個原則:版調(cmy%L*)依據TR015規則,灰目標(cmy% a*,b*)依Grayfinder 規則。
Fig-1. G7 NPDC 版調來自TR015 規則。
Fig-2. TR015 G7 版調規則。
Fig-3. p2p 導具,300個點的數據操作裏,有200個點是用來尋找正確的灰色分佈(Grayfinder)。
Fig-4. 依量測結果與TR015的版調預測取得C補償量。
Fig-5. 在Grayfinder 導具中尋找目標灰MY組合(MY補償量),作為後續CMY版調修正依據。
Fig-6. 灰平衡工具。先依TR015找到目標版調,再依Grayfinder 找出MY灰修正值,結合版調(C)及灰(MY)修正值重新取得目標灰CMY組合。
Fig-7. 最後再做一次 ND Correction 取得最終的CMY灰平衡修正。
簡單歸納一下Curve 軟體的灰平衡運作程序:
1.量測P2P 導表(Fig-3)。
2.依紙白及CMY300數據經由TR015計算出NPDC版調,並取得版調的C補償量(Fig-4)。
3.依 Grayfinder 部分取得MY灰色補償量(Fig-5)。
4.從上述CMY 補償量對應TR015版調曲線取得新的CMY 灰平衡組合(New Aim Values, Fig-6)。
5.從新的CMY組合(New aim values)再做一次ND Correction 取得最終的CMY灰平衡修正值(Corrected Aims, Fig-7)。
Curve 軟體在灰平衡的預測所牽涉到的計算步驟非常多,計算量也都很大。對 user 來講,花1500-2000 USD取得工具軟體來幫忙做這件事自是有其價值。對工具開發者而言,有其困難度及一定的技術門檻。
我自己在灰平衡預測工具的開發從一開始到現在已經歷了好幾個階段。
舉例一個我現在還經常使用的工作邏輯:
在CRPC6 icc 的基礎上,取C45%-C55%,M35%-M45%,Y35%-Y45%總共11*11*11=1331個CMY組合及其在CRPC6 icc 對應中取得1331組Lab數值。以此 Lookup table 可以預估出當要彌補目標Lab 與實測Lab之間的差異時,可以修正多少個CMY網點值來補償這個色差。舉個例子,當目標Lab為L1,a1,b1,實際量測為L2,a2,b2,依據L差、a差、b差就可以預估出像似C-3,M+2,Y-4這樣的組合來達成目標Lab值。
這個工作邏輯不若Curve 軟體能一次演算就帶出正確的灰平衡落點,但它只需要兩個測量點(紙白及灰色塊)就可以有效的逼近灰平衡,或許不能一次到位,但再多逼近一次、兩次也能達到不錯的效果;這對沒有製版負擔(時間成本及材料成本)的數位印刷會是一個很有效率的工作方法。
這個工作方法的缺點是精確度不夠,但只要測兩個點(或是再加25%及75%共4個點)就可以做灰平衡逼近,相對於Curve 軟體要操作 P2P 300個點,在成本門檻、技術門檻、發佈門檻都降低非常非常多。
這個工作方式以其佔用的版面小,測量點數少,工作程序少…使得日常的維護得以執行。P2P 或許有些單位一年只執行一次,但這個精簡工作方式是每天或是每個印件都可以執行的。
但終究,我還是需要一個能匹配Curve 軟體,能讓灰平衡一次到位的工具。對數位印刷可以很快的做一次逼近、兩次逼近,但對有製版成本的平印機來講,一個一次到位的灰平衡工具還是很必要的。
在工具發展的進程中,最近一次的灰平衡邏輯架構如下:
1.基於Curve 軟體的複雜程度,要完全依其步驟程序遇到一些技術瓶頸無法突破,因而開發不同邏輯方式來處理灰平衡預測。
2.同樣要執行P2P 300點數據量測,這300個數據已足夠形成一icc profile (這裡且稱它 P2P profile);依我上一個邏輯是可以在CRPC6 lookup table中取得逼近灰平衡的CMY組合,那把CRPC6 lookup table改成實際印出來的P2P lookup table,其精確性勢必優於 CRPC6 lookup table。
3.在日常維護工作上,以此P2P profile 為lookup table,一樣可以用最少的測量點去取得精確的灰平衡修正。
再敘述一下我新的灰平衡工具邏輯:
icc profile 作為一個設備(CMYK)與色彩空間(Lab)對話的機制,可以知道當要到達哪一個Lab值時,可以用什麼樣的CMY組合去實現。反之,某個CMY組合,也能透過icc profile 得知其Lab色彩值。
相對於Curve 軟體複雜且龐大的運算,此簡單(粗暴)邏輯即可找到正確的灰平衡落點。
工作邏輯已形成,把它落實到工具後,用一些樣本測試來看看能否達成效果。
Fig-8. 樣本示範,樣張內包含P2P導表供Curve4及profile 運算,CT25 色條提供灰色3點預測及驗證,另 5×5 25宮格可供低階光譜儀CR30做3點灰色預測及驗證。此樣張(組別fwsk5)為一噴墨機原始線性輸出,可以看出灰色塊明顯偏藍,灰色評分為7/28,評分規則如以下說明。
Fig-9. 灰色評分規則說明。
在灰色修正效能評分方面,須做3個灰色塊測量(C25MY19, C50MY40,C75MY66)。依其亮度差(delta-L)及灰差(delta-ch)做出評分。
如Fig-9圖表所示,以C50MY40為例,量測與目標灰差在2以內得7分,2-3之間得5分,3-3.5間得2分,超過3.5得0分。量測與目標亮度差在2以內得4分,2-3之間得3分,3-3.5間得2分,超過3.5得0分。3個量測點,6個評分點,總分28分。上述的噴墨原始樣張取得28分裏的7分。
Fig-10. 上圖為P2P profile 預測,下為Curve4 預測,以這組(fwsk5)測試,P2P profile 取得26/28,略高Curve4 的23/28。
Fig-11. 樣張組代號fwsk5,上為P2P profile 輸出,下為Curve4 輸出,P2P 修正取得26/28分,Curve4 修正取得23/28分。
Fig-12. 樣張組fwsk5,原始輸出為7/28分,P2P 修正為26/28分,Curve4 修正為23/28分。這一組的修正,P2P輸出在75%部分要優於Curve4 輸出因而取得較好的分數。
Fig-13. 測試組(ss180),上圖為原始狀態,灰色平衡計分為20/28,原本就沒有太差,只是K的曲線太重了。中間圖為P2P profile修正,分數為28/28,下圖為Curve4 修正,分數為27/28。以這一組測試,可以看作是表現相當。
Fig-14. 上圖表為(ss180)P2P profile 預測,下為Curve4 預測,以這組測試,P2P profile 取得28/28,Curve4 為27/28。以這組為例,P2P profile 與 Curve4 預測的數值都非常接近。
Fig-15. 樣張組ss180,原始輸出為20/28分,P2P 修正為28/28分,Curve4 修正為27/28分。
Fig-16. 測試組(cnsk2),上圖為原始狀態,灰色平衡計分為0/28。中間圖為P2P profile修正,分數為18/28,下圖為Curve4 修正,分數為23/28。這一組Curve4的修正效果比P2P profile好。
Fig-17. 上圖表為(cnsk2)P2P profile 預測,下為Curve4 預測,以這組測試,P2P profile 取得18/28,Curve4 為23 /28。
Fig-18. 樣張組cnsk2,原始輸出為0/28分,P2P profile修正為18/28分,Curve4 修正為23/28分。這一組Curve4的修正效果比P2P profile好。
Fig-19. 測試組(oki2),上圖為原始狀態,灰色平衡計分為2/28。中間圖為P2P profile修正,分數為23/28,下圖為Curve4 修正,分數為16/28。
Fig-20. 上圖表為(oki2)P2P profile 預測,下為Curve4 預測,以這組測試,P2P profile 取得23/28,Curve4 為16 /28。
Fig-21. 樣張組oki2,原始輸出為2/28分,P2P profile修正為23/28分,Curve4 修正為16/28分。這一組P2P profile的修正效果比Curve4好。
Fig.-22 整理一下上述4組比對再加兩組樣本,可以看得出來P2P profile 在灰平衡的修正能力是可以跟得上Curve4。
如上圖(Fig.-22)所示,在6組樣本中,P2P profile 在灰平衡的預測(修正)能力是可以跟得上Curve4。將來也會持續收集樣本來確認P2P profile邏輯的灰色預測能力是不是真的能跟得上Curve 軟體?以目前的數據來講,我認為是可以的。
在確認p2p profile的灰色預測能力後,之後在日常工作的維護上,不管是一點灰色修正或是3點灰色修正,只要用最少的測量數量就可以在這P2P profile 的基礎上做準確的灰色預測(修正)。
再衍生下來的是,一旦P2P profile 的工作邏輯成立,當目標規則有所變更(如Curve+)時,只要將目標值跟著新的規則變動,這個方式一樣可以使用。再如果要自定灰目標值(Fig.-23),工作模式也是一樣套用。
Fig.-23 左邊一組為不同設備遵循固定版調值(自定目標亮度值)輸出,右邊一組為各自依循TR015版調(動態目標亮度值)輸出。因TR015版調會動態的隨著紙白與CMY300的濃度做變化,右變一組的視覺一致性還不如左邊一組鎖定版調的視覺一致性。
接下來就是如何將這些修正值運用到輸出的程序上,以Curve4來講,它可以輸出曲線修正檔給RIP使用(Fig.-24)來達成輸出的修正。我工具目前只有三種曲線輸出格式(Fig.-25)。
Fig.-24 Curve 4 版調修正輸出格式。
Fig.-25 我的工具目前有3種版調修正輸出格式。
再最後,工具的功能設計上能夠產出一個單一command line Ghostscript 指令(Fig.-26),可依此形成一類似Image server 的軟體,讓它執行此Ghostscript 指令就可以改變pdf 的CMYK曲線以取得合乎灰平衡規格的輸出品。
Fig.-26 單一command line Ghostscript指令,可以讓丟到Hot folder的pdf檔根據修正值來改動pdf檔的曲線以取得合乎灰平衡規格的輸出品。
總結一下我的灰平衡工具整體架構:
1.取P2P profile 作為灰色修正的依據基礎。
2.之後的日常維護可在此基礎上用很少的測量點即可取得正確的灰色預測。
3.以P2P profile 為基礎的灰色修正可以很快的變動到新的灰平衡規則,或是自訂灰平衡目標。
4.工具得以輸出版調修正曲線供RIP使用。
5.得以輸出 Ghostscript command line 供 image server 使用。
Filed under: Uncategorized › Tags:
25 7 月, 2025 () Uncategorized › Administrator › No Comments
Colorspace 工作紀錄。
某單位委託廠裡做G7 Colorspsce測試,我這裡做個紀錄。
Fig. Colorspace 工作紀錄。
測試的機器在6月時有先測過,當時在線性版的狀態下藉由調整機器(壓力、橡皮布…)及油墨(溫度、凡利油…)即可在不改版的狀態下完全以機器的調整能力達成G7 (CRPC6)Targeted ,請參考:https://fredkuo.idv.tw/wordpress/?p=3762
這次測試要達到G7 Colorspsce規格,不要太鐵齒,該修版還是得修版。
時間碼095034取得第一張數據:
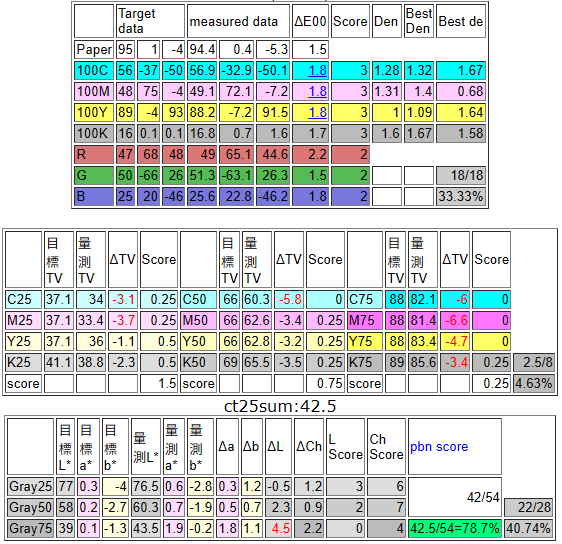
第一張是由領機自行判斷操作,pbn 評分系統42.95%,滿版部分0/18,TV部分0/8,灰平衡部分23/28。要說領機還是有相當的操控能力,在C50MY40 這一個點完全到位,整個灰部位可以拿到28分裡面的23分,視覺看起來影像也不會太差,但反應在標準化數據上,滿版部位完全沒到位,TV部分也沒有到位。
Fig. 時間碼095034取得第一張數據,由領機自行判斷操作,pbn 評分系統42.95%,滿版部分0/18,TV部分0/8,灰平衡部分23/28。滿版部位完全不夠,TVI 曲線網擴太大且線型異常,但灰平衡C50MY40是到位的。
把還數據show給領機看之後領機很快的認知到今天的工作是要走數據而不是要走視覺(感覺);把上一次的濃度數據調出來之後,第二個樣張,時間碼095628,CMYKRGB主色部分一次到位。
Fig. 第二個樣張,時間碼095628,CMYKRGB主色部分一次到位。pbn 評分系統72.22%,滿版部分18/18,TV部分2/8,灰平衡部分19/28。滿版部位完全到位,TVI 曲線網擴太大但線型正常,灰平衡的狀況還沒到位,這部分要交由CTP處理。
第二個樣張主色一次到位,可以明顯看到網點擴張都太大,但TVI 曲線長得還算正常,表示機器狀況是好的,估計三個點,簡單的修正量就足以做到灰階到位。
將p2p數據導入Curve4,取三點修正值,但Curve4 無法直接出 25(/19/19)%,50(40/40)%,75(66/66)% 三點修正,必需衍生出19%,40%,66%修正值,所以變成六點修正輸出,將此數據傳給印前做CTP修正,取得第一次修正版。
Fig. P2P 25%,50%,75% 三點修正,Curve4 無法直接出三點修正值,必需衍生出19%,44%,66%修正值,變成六點修正。
待CTP修版重出後第三個樣張,於時間碼112835取出:pbn 評分 99.07%,滿版部分18/18,TV部分7.5/8,灰平衡部分28/28。
Fig. 第三個樣張於時間碼112835取出:pbn 評分 99.07%,滿版部分18/18,TV部分7.5/8,灰平衡部分28/28。所有部位的到位。
有點來得太快,沒遇過取3次樣張就能有99分,就不多說,直接驗證Colorspace 規範。
紙張色差剛好在de00 3.0 邊緣,還是啟動SCCA,1617導表平均色差1.81/3.5,95%最大色差3.29/5.0,已能通過 CRPC6 Colorspace Production 規範。
Fig. 紙張色差剛好在de00 3.0 邊緣,啟動SCCA,1617導表平均色差1.81/3.5,95%最大色差3.29/5.0,已能通過 CRPC6 Colorspace Production 規範。
原本打算花一天時間的工作居然兩個小時不到就結束了!而且只取了3次樣張就進入 Colorspace 規範,是出乎我的預期。
我想是前一個月的測試,在線性版的狀態下完全以機器的設定、調整來達成 Targeted,機器已經在一個不錯的狀態。加以領機在機器的掌握及對數據的認知都有一定的程度,所以才能夠在這麼短時間內達成Colorspace 規格。
也許只是運氣好,不管怎麼樣,我認為在6月中那一次在線性版狀態下做的機器調整,是一個重要的基礎。
最後,這一次的作業引發我一個新的工具題目:環保版的版調測量。
環保版上的印紋太淺,用濃度觀點及SCTV觀點都難以測出正確的版調,但SCTV還是能辨識出版調差異,只要能取得數值上的差異,就可以在現有的SCTV加上一個函式來反應出正確的版調值。先建構一下工作邏輯,在取得足夠的測試品後就可以來進行這個題目了。
Fig.環保版上的印紋太淺,用濃度觀點及SCTV觀點都難以測出正確的版調,但SCTV還是能辨識出版調差異,只要能取得數值上的差異,就可以在現有的SCTV加上一個函式來反應出正確的版調值。
Filed under: Uncategorized › Tags:

























")




















































