8 5 月, 2022 () Fogra , G7 , 印刷標準化 › Administrator › No Comments
Hook it up…
全都掛上來吧……
色彩是一種現象,色彩也可以是一組數字, 一旦是數字,我們就有各種可能性、各種手段、各種數學方式,去操弄、去控制、去管理"色彩"這個現象,尤其是在當前計算能力這麼便宜的時代。
而要能把色彩當作數字來處理,有一個關鍵的因素:光譜儀。我們需要一個儀器/設備,將色彩這一個物理現象轉換成數字,我才有機會運用後面的數學手段。
所以,在我發展工具平臺的構思裡,衹要是光譜儀,理論上就可以掛到我的平臺來使用我平臺裡的工具;不管是便宜的(萬元以內),還是貴的(二十萬以上)。
衹要能取得光譜數據,就可以滿足我工作上數據的需求:如光源的色溫、照度、演色指數,顯示器的色彩值、色溫、亮度,印版的版調值(網點值)、印機的色度/濃度、版調……。
這些數據可以用來檢查設備的狀況是不是到位(符合標準),也可以經由物理/數學/統計方法來演算出操作方向,讓操作出來的數據不斷的接近標準值;
再來是管理層面上的意義;同樣的,必須是數字的形式,才能有機會引進更多的數學/統計的工具來做管理 ,以達到更大的管理效益。
我工具平台的另一個原則,降低門檻:儘量降低操作上的技術門檻、還有軟硬體建置成本的門檻。軟體,就是一種將工作想法經由電腦介面來實現的程式碼,既然是自己寫的,先不談成本問題。硬體就沒辦法了,硬體成本的門檻,還是得看看市面上能提供什麼樣的產品?
我一直以來都是在i1的基礎下發展我的工具,它能滿足我所有數據上的需求,取得成本也是在我願意去負擔的範圍內。一般來講,i1就是用到印前之前,很少有人拿i1在車間做印刷控制;在車間做控制的大部分是二十幾萬的eXact 或是SpectroDens;但對我來說,同樣都是光譜計算,eXact 跟SpectroDens的車間功能:如色度、濃度、版調、最佳色度(Best Match) ……這些功能從i1取得光譜值後也都算得出來。當然,i1精度、準度沒有20萬的機器好,但對於印刷這個產業,我認為是夠用了。還有使用的方便性,也沒有20萬的機器好。i1沒有顯示幕,所有的訊息都必須透過電腦,還得掛一條USB線,這些都是i1不如高階儀器的地方。所以,對於印刷廠,我還是會建議使用高階儀器,只要師傅願意去用,能夠發揮儀器的功能,對於幾千萬價值的印機設備,用20萬的儀器來維護印刷品的品質,還是合理的。
對於這些功能齊全的儀器,有必要掛到我的平台嗎?
兩個點。
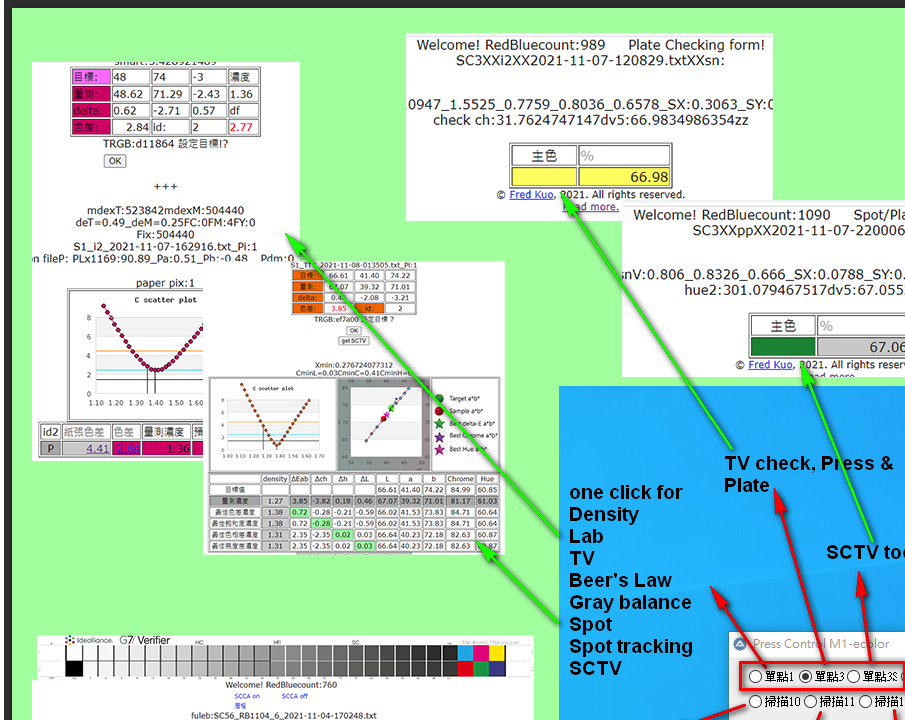
一個是數據拉到平台後,可以繼續發展我們想要的功能。比如説,可以看到如Beer’s Law 更直覺的圖示、特別色的追色或追蹤在操作上都更加方便、在資訊顯示上,可以超越儀器上3吋屏幕的限制……。
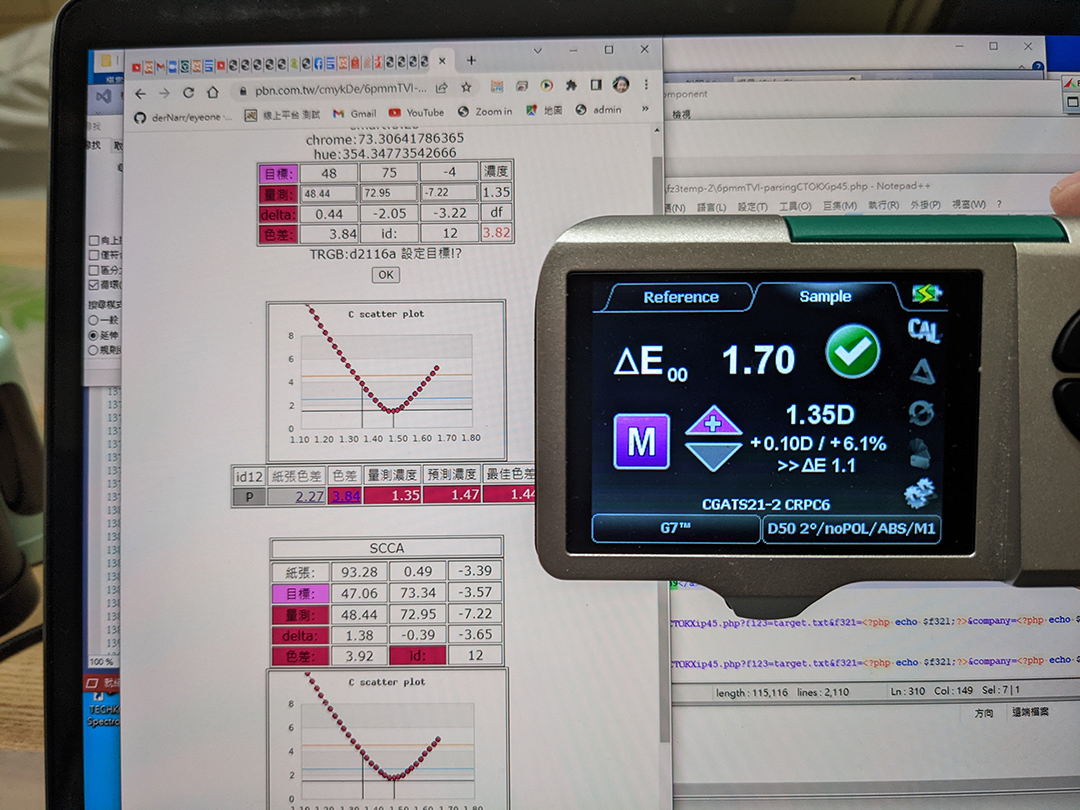
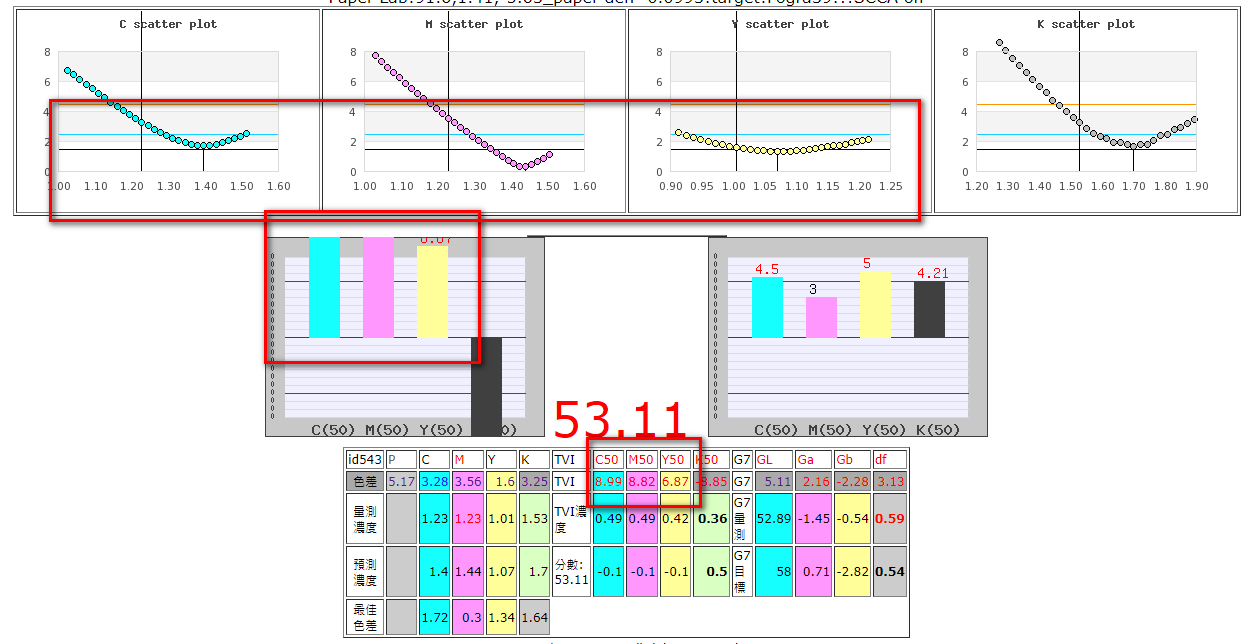
Fig.同樣是"BestMatch"功能,數據拉到平台後,能處理/呈現更多的資訊。如圖示,平台工具可同時把SCCA的"BestMatch "處理出來,也能呈現更直覺的Beer’s Law 圖示。
Fig.SpectroDens的"BestMatch"功能只限制在G7模版,不能用在特別色。數據拉到平台後,所有顔色都可以用上"BestMatch"功能。如圖示,對於特別色追色,SpectroDens只能比對出兩個顏色有2.54個色差。平台工具經由Beer’s Law 可以指出將濃度由1.29降到1.23時,色差可以從2.68進步到1.6。
另一個是管理的意義。
數據拉到平台後,同時也拉進資料庫,我們隨時可以知道這個儀器對哪個印件用了哪些測量功能?什麼時候做過印版版調的測量?測量的頻率是怎麼樣?什麼時候對印機版調做過測量?測量的頻率又是如何?
某一段期間印機版調的變化是怎麼樣?有沒有跟橡皮布的更換時機相關聯?有沒有跟水槽液的ph值、電導度相關聯?有沒有可能跟客戶依印機量測數據在平台上達成產品驗收?……
這些都必須是量測的數據進到資料庫才有可能達成!
Fig.所有的儀器操作記錄,都會登錄到資料庫裏面,這會是將來管理上最好的依据。
所以,不管儀器的高階、低階,將量測數據掛到平臺,是為了開展另一種不同層面的考量。
那低階光譜儀掛上平臺的意義是什麼?
同樣是這兩個意義:數據的擴充運用、與將數據納入管理體系;除了這兩點,另外一個重點是:降低硬體建置的門檻。
上面講了20萬的儀器,我目前的基礎是架在4萬左右的i1,少了一點準度、少了一點便利性,但達成的目標是差不多的。在這裡已經降了一次門檻,有機會的話,我還是要繼續往下降!
降低門檻有很大部分是具備教育的意義。把門檻降低,讓願意進入這個領域的人能更容易跨進來,不管是學生或是業界人士,終究手邊要有個設備能將色彩這個現象轉變成數字,才能夠去體會到將色彩現象轉換到數字之後,我們能怎麼樣依數據去要求色彩品質、或是能怎麼樣依數據去控制色彩品質。
在這樣的思維架構下,這裏不會去談哪個儀器比哪個儀器好的問題。這裏的工作邏輯是:
一、判定這個儀器能不能達到工作範圍,如果達不到就排除,然後尋找其他機會。
二、如果達到我認為的工作範圍,雖然數值不是那麼好,那我就想辦法讓它變得更好。
並不是更精確的數值不需要去追求,而是當我的目的是"擴大參與"時,這個追求暫時要被犧牲。
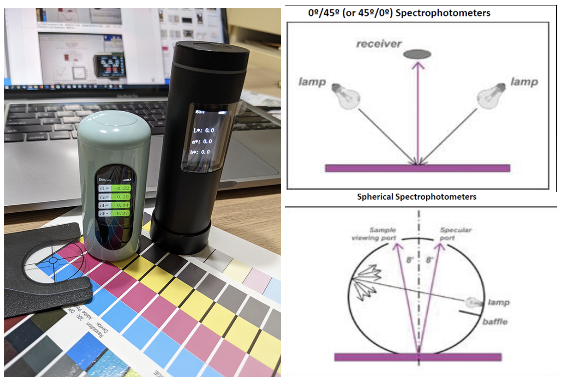
第一次接觸到的萬元以下的光譜儀,是一個D/8幾何的光譜儀,雖然同是光譜儀,但它跟印刷用的0/45幾何取得的數據差異太大,不適合用在我現在的工作上,只能先把它擺一邊,等有適合的工作條件再把它請出來。
之後又拿到另一個萬元以下的光譜儀,這次是0/45的幾何了,初次用下來,雖然跟i1的數據還是有一些差異,但是我認為已經是進入可工作範圍了。
Fig. 黑色那支是D/8光譜儀,淺綠色那支是0/45光譜儀。
這個儀器目前還有兩個地方要去克服:
第一個是取樣的對位機制,這個產品看來是用來對大面積樣本取樣的,如果要用在印刷品上對5mm見方的樣本取樣,現在操作上還是比較麻煩。
第二是跟i1的數據還是有些差距,雖然我認為它已經在可工作範圍,我還是在找方法讓它能更接近i1(請參考上一篇 Data Approaching)。
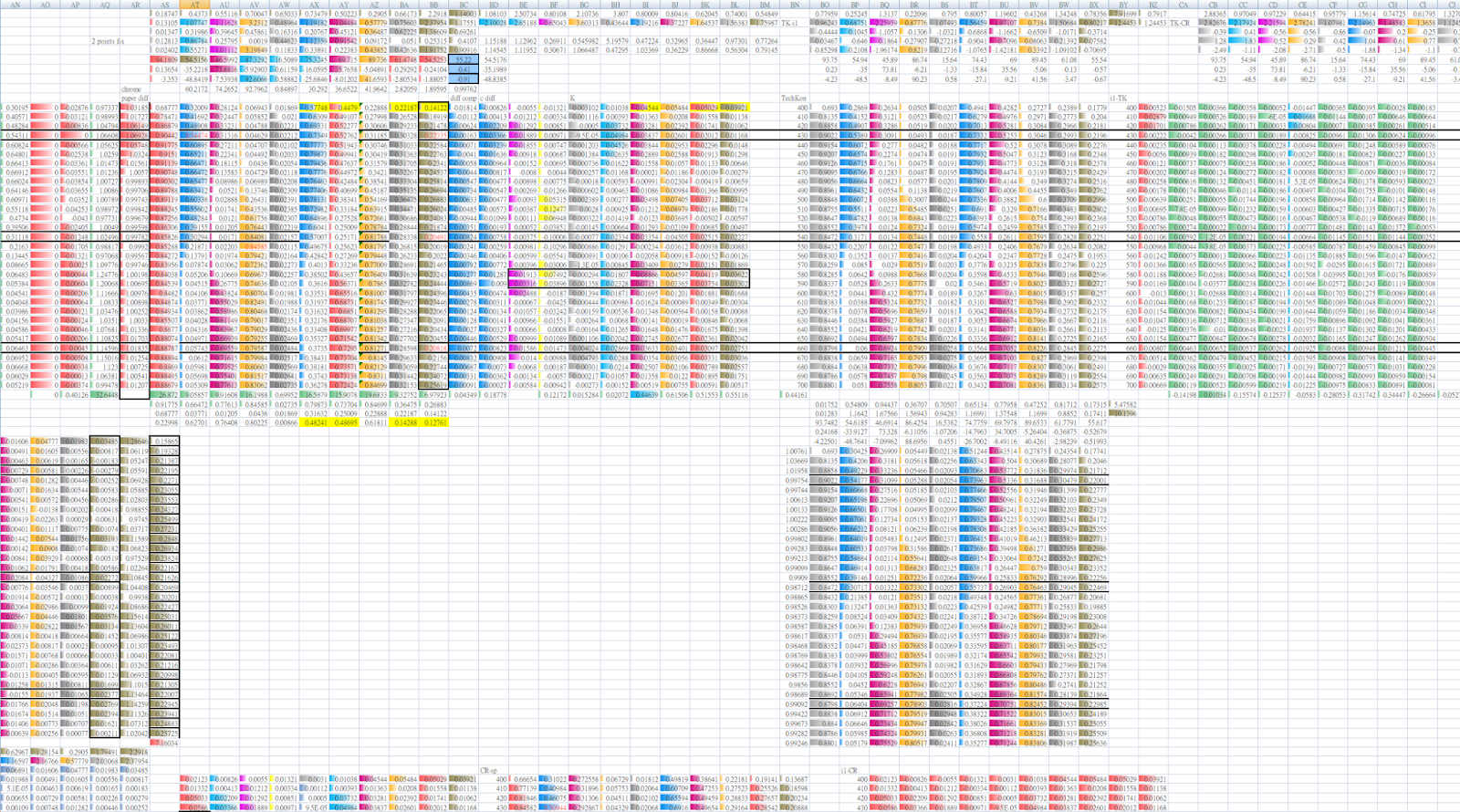
Fig. 大量的數據觀察來決定Data Approaching的策略。
最後還是感謝廠商提供產品測試。可能對那些高階產品的廠商比較不好意思;不過也請理解,當有更多的人懂得用數值去要求色彩品質的時候,更精確的數值需求,更方便使用的設備,還是會被推上來的。
CR30 藍牙操作示範: https://www.youtube.com/watch?v=EgNJcpw1zuQ
eXact 操作示範: https://www.youtube.com/watch?v=6PXR3mJIMbs
SpectroDens、i1、CR30 操作示範: https://www.youtube.com/watch?v=jLMpTMuC7B0
VIDEO VIDEO VIDEO
Filed under: Fogra , G7 , 印刷標準化 › Tags:
4 5 月, 2022 () Uncategorized › Administrator › No Comments
Data Approaching
數值迫近修正
簡單講,我手邊有幾部光譜儀,但是他們的數值不一樣,有什麼方式讓他們的數值可以接近?
先給個官方説法:儀器必須每年回廠校正,並取得原廠證明書。
……
在沒能完全遵照官方的做法之前,我自己還是先要想一點辦法。
……
儀器間數據不一樣,會是個問題 ?但究竟要差到的多少才會影響到工作品質?
這個我目前也沒有答案,我的想法是不要超過一個de00吧!可以聽聽各位的看法。
至少,我要處理的是,我能不能讓我手邊這幾部儀器更接近一些!
我是有一個想法可以讓兩部儀器間的數值很接近:用大量的樣本,對每一個光譜反應做三次方或四次方的多項式迴歸,應該可以逼到很近的數值。但這個工程太大,我還沒打算要走到這一步。
我現在的重點會是:有沒有一種簡單的操作,就可以改善兩部儀器間數值的差距?
再一點是,作為一個雲端服務平臺的考慮,有可能收取各種不同光譜儀的數據,我得要有一個機制,在最精簡的操作下,讓不同儀器間的數據能夠更加接近。
雖然在那麼多工具發展中,這是一個較末節的問題,但終究是個問題;趁著現在手邊剛好有三部光譜儀,先試著來處理一下。
工作邏輯、工作方法,有各種可能性,如同先前講的,比較精簡的處理方式是什麼?
經由CT10數據觀察,這一次嘗試的想法是:紙白的光譜數據,它同時反映了這個光譜儀提供的光源及sensor的反應;我是不是可以就依据紙白的光譜差距來做其他顏色光譜值修正的依據?
以此邏輯操作,我先找出兩部儀器在同一處紙白的光譜差距,再將此差距套用到要去修正的那部儀器上面。
操作結果如下:
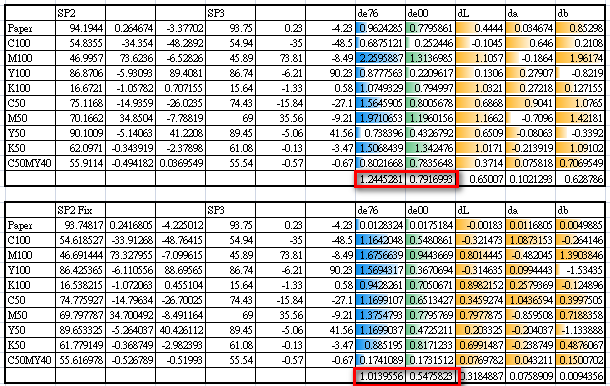
下圖爲SP1與SP2兩個儀器之間CT10的差距,再以SP2為目標值,對SP1做一次光譜值修正後的色差比較。
既然是以紙白的光譜差別作為修正基準,紙白的de00數據從2.4降到0.16,這個沒有問題;其他色塊的平均色差也從1.16降到0.56;看來是有效的修正邏輯。
再來比較一下另外兩部光譜儀SP2與SP3的差距;以SP3為標準,對SP2做一次光譜修正,de00平均色差從0.79降到0.54,看來也是有效的修正,但改善程度就不像SP1與SP2之間有這麼大的進步。
這是我在數值修正這個題目上第一次的嘗試,只取一個紙白作為修正參考,做法單純,大致上也是有好的結果,但還是有一些瑕疵;平均是變小了,但有些色塊的色差是變大了,不過總還是在一個de00色差以內,真要拿來用,我認為是可以的。
就是一個起頭,算是好的結果,如果真有需求,會再去想想更精確的模型。
最後還是感謝提供光譜儀測試的單位,擴展了我這個工作平臺的可能性。
Filed under: Uncategorized › Tags: data approaching
4 5 月, 2022 () Uncategorized › Administrator › No Comments
VIDEO
Softproof on Photoshop
檢查軟打樣的工具蠻多的,一個問題是,比如說我在 i1 profiler 完成了檢驗程序,他能代表我的顯示器就是一個好的軟打樣環境嗎?
基本上是可以的,但我要更直接的證據。
因為我都在photoshop看圖,我能在photoshop裡證明我的顯示器設定(軟體、硬體)是一個好的軟打樣環境嗎?
所以寫了這個工具:用i1直接在photoshop裡量測色塊,用最直接的方式來瞭解我的photoshop是不是一個好的軟打樣環境。
在量測色塊前先做好以下設定:
模擬對象:CRPC6。
勾選"保留CMYK編號"。
勾選"模擬紙張顏色"。
這邊多提一點,如果你photoshop的"顏色設定"或是"指定描述檔",已經是在CRPC6,這裡的"保留CMYK編號"勾不勾就無所謂了。
先啟動SDK。
執行SDK後要設定幾個地方:
1.對白板校正。
2.給一個顯示器代號,之後的一連串測量都會歸到這個代號裡面。
3.對顯示器最白的地方做測量; i1對顯示器測量的XYZ都必須經過這個白點做 adaptive的計算才能得到合適的Lab值。
我們人眼觀看顯示器的顏色跟觀看紙張上的顏色的機制不太一樣。顯示器是一種自帶光源的,加色法的顏色觀看,人眼會adapte那個最白的地方,所以在取數據前需要一個顯示器上最亮的點作為參考白。
4. 之後就可以直接在photoshop下對色塊做測量了。
同樣的,有很多軟體都會有軟打樣的測試功能,但我自己一直試著找最精簡的程序,這次的取樣色塊有15個,分別是CMYRGB的100跟70的位置,加上K100、紙白及灰平衡總共15個色塊;跟我用CT10去評斷一個印刷系統一樣,用最精簡的樣本就可以去瞭解70%~80%以上的問題。
CMYRGB 100的樣本可以理解,就是去瞭解它色域的能力。70這個位置一方面是去測中間調,一方面去測試ICC的精確能力。
通常要高階的面板(AdobeRGB、P3)才有能力去達成CMYRGB100的位置,對大部分的sRGB面板來說,100的位置是達不到的;但一樣可以觀察70的位置,是不是有準確的達到,對於70部分可以正確達到的面板,一樣是有一定軟打樣的效能。
整個程序下來數據如下。
可以看出MacBook面板的能力還不錯,100處除了C差了一點之外,其他顏色都能夠正確地跟上標準。
總平均色差0.83,最大色差就是在C100:2.94,以90% percetile 去看,平均祇有0.68,最大1.13。這樣子的顯示設備來做軟打樣,能力應該是夠的,而且我們是在photoshop上裡面直接取數據,是一個最直接的示範了。
這裡比對一下,如果沒有在Photoshop做軟打樣的設定,數據相對就沒那麼好了,數據如下:
youtube
https://www.youtube.com/watch?v=vFeIvdwzfsw
工具包
https://pbn.com.tw/dcounter
download em1Pack.zip
執行 EM1.exe
Filed under: Uncategorized › Tags: soft proof
8 4 月, 2022 () Uncategorized › Administrator › No Comments
VIDEO
Softproof on Photoshop
檢查軟打樣的工具蠻多的,一個問題是,比如說我在 i1 profiler 完成了檢驗程序,他能代表我的顯示器就是一個好的軟打樣環境嗎?
基本上是可以的,但我要更直接的證據。
因為我都在photoshop看圖,我能在photoshop裡證明我的顯示器設定(軟體、硬體)是一個好的軟打樣環境嗎?
所以寫了這個工具:用i1直接在photoshop裡量測色塊,用最直接的方式來瞭解我的photoshop是不是一個好的軟打樣環境。
在量測色塊前先做好以下設定:
模擬對象:CRPC6。
勾選"保留CMYK編號"。
勾選"模擬紙張顏色"。
這邊多提一點,如果你photoshop的"顏色設定"或是"指定描述檔",已經是在CRPC6,這裡的"保留CMYK編號"勾不勾就無所謂了。
先啟動SDK。
執行SDK後要設定幾個地方:
1.對白板校正。
2.給一個顯示器代號,之後的一連串測量都會歸到這個代號裡面。
3.對顯示器最白的地方做測量; i1對顯示器測量的XYZ都必須經過這個白點做 adaptive的計算才能得到合適的Lab值。
我們人眼觀看顯示器的顏色跟觀看紙張上的顏色的機制不太一樣。顯示器是一種自帶光源的,加色法的顏色觀看,人眼會adapte那個最白的地方,所以在取數據前需要一個顯示器上最亮的點作為參考白。
4. 之後就可以直接在photoshop下對色塊做測量了。
同樣的,有很多軟體都會有軟打樣的測試功能,但我自己一直試著找最精簡的程序,這次的取樣色塊有15個,分別是CMYRGB的100跟70的位置,加上K100、紙白及灰平衡總共15個色塊;跟我用CT10去評斷一個印刷系統一樣,用最精簡的樣本就可以去瞭解70%~80%以上的問題。
CMYRGB 100的樣本可以理解,就是去瞭解它色域的能力。70這個位置一方面是去測中間調,一方面去測試ICC的精確能力。
通常要高階的面板(AdobeRGB、P3)才有能力去達成CMYRGB100的位置,對大部分的sRGB面板來說,100的位置是達不到的;但一樣可以觀察70的位置,是不是有準確的達到,對於70部分可以正確達到的面板,一樣是有一定軟打樣的效能。
整個程序下來數據如下。
可以看出MacBook面板的能力還不錯,100處除了C差了一點之外,其他顏色都能夠正確地跟上標準。
總平均色差0.83,最大色差就是在C100:2.94,以90% percetile 去看,平均祇有0.68,最大1.13。這樣子的顯示設備來做軟打樣,能力應該是夠的,而且我們是在photoshop上裡面直接取數據,是一個最直接的示範了。
這裡比對一下,如果沒有在Photoshop做軟打樣的設定,數據相對就沒那麼好了,數據如下:
youtube
https://www.youtube.com/watch?v=vFeIvdwzfsw
工具包
https://pbn.com.tw/dcounter
download em1Pack.zip
執行 EM1.exe
Filed under: Uncategorized › Tags: soft proof
27 3 月, 2022 () Uncategorized › Administrator › No Comments
Offset printing system monitoring
平印系統監看。
我試著要把數據的概念帶入到印機師傅的操作,從最簡化的灰平衡單點操作開始,不過觀察下來,師傅的習慣主要還是以濃度為主,然後再去跟數位樣;單點灰平衡操作最大的好處是影像不會出大問題,但因為機器在變動,只維持單點灰平衡時,滿版的濃度狀況也經常在變動,看來這也會帶造成師傅操作上的困擾;所以,以濃度為主,再去跟數位樣,還是他們比較習慣的操作方式。
所以另外一種操作觀點就是給師傅一個健康的系統狀態再加上正確的數位樣,讓他們在跟樣的時候比較好操作。
要達成這樣的操作概念。先想一下幾件事情。
一、 要能經常監督看系統是不是在好的狀態?
二、要監看哪些數據?
三、什麼時機去監看?誰來監看?
四、 監看到系統脫離正常狀態的時候,要能很快的回復系統
把這幾個問題想清楚,要維持一個穩定的系統並不困難。
要監看些什麼?
我這邊最簡單的架構就是隨時去注意滿版與50%(灰平衡)能不能同時到位?
什麼時間去監看?由誰執行?
其實以市面上軟硬體設備的成熟度,稍加整合,是可以做到機器自動化監控的,當然這也關係到投入多少成本以取得多少的成效。
Fig. 以市面上軟硬體設備的成熟度,稍加整合,是可以做到機器自動化監看的。
在我架構下的最低門檻設定裡,一個光譜儀加上基礎九格色塊(CMYK,100、CMYK,50、灰) 就可以監看四個機座的滿版、中間調/灰平衡能力。
Fig. 印刷基礎九格色塊(CT10)
用一個實際案例來說明基礎九格色塊系的統監看行為:
有師傅跟我說滿版濃度都到位了,但怎麼都跟不上數位樣,中間調一直太暗,要我去檢查一下數位樣設定有沒有問題!
這是經常遇到的狀況,當師傅跟不上樣的時候,通常就是要印前去做一些修正,不管是修圖、修版或是修數位樣,反正就是好讓他“好印”一些。通常印前也多會承受下來,一方面從印前修正是會比較快,消耗的成本也相對少;但把機器處理到正確的位置才是正道。
問題到了我手上,一定是先把數據拉出來看,再決定要怎麼做。
我從印樣上的控制條上取得我要的九格數據,數據一攤開就很清楚了, CMY三個色座的網點擴張都太大了,50%的網點擴張都超過20,這樣的印機狀態,當然跟不到正確的數位樣。
從這個例子看出來,很多印刷師傅不會去想一下機器是不是有問題的?他們平常的工作習慣就是依賴眼睛去跟客戶的樣,跟不到的時候就推給印前處理,從來沒去想過自己的機器應該要在什麼狀態!像這樣網點擴張都超過20的機器,只反應說他們跟不上樣,卻從來沒想過自己的機器機其實是不對的。
再回到系統監看該怎麼執行,由誰執行這個問題。
我的想法是,訓練印刷機師傅去監看這9個數據,也不必經常做,一天看個兩三次,其實就能知道機器是怎麼回事了。而不是說數位樣跟不上時,才去找印前來處理;自己先看一下數據,再來決定要怎麼處理,會是比較合理而且有效率的工作方法。
如果師傅有能力去監看這些資訊,對整個廠裡的作業來講是一個最有效率的點,該要怎麼處理、由誰去處理都會很清楚。
再來舉一個系統監看的例子:
Fig.在140期會訊裡放入了基礎九格導表。
我在會訊也寫了一陣子了,既然是紙媒,也一直在談印刷系統工具,那麼也拿上來試一試吧!
就這樣在上一期(104期)文章裡放了一條基礎九格(CT10)的導表,看看承印我們會訊的印刷廠表現怎麼樣?
數據如下:
Fig. 數據顯示灰色平衡良好,但是C色座是有些狀況。
數據顯示剛好可以通過我的分數系統(75分以上為綠色),仔細分析一下數據內容,先說的是灰平衡有維持住,分數就不會太差,但在滿版位置,C座就有點問題了!
濃度已經到了1.63,已經超過經驗值(1.4~1.5)很多,而網點擴張值只比標準(Fogra39@14)多了3.54;可以推算一下,如果C座放到正確的色度,C座網點擴張可能不到10;原因可以有很多,一個推斷就是C座橡皮布的彈性不足,已經漲不起來,所以要下到1.63這麼高的濃度才能把中間調漲到標準範圍。但畢竟灰色還是維持住,印刷品質還不致於離譜。不過還是建議印刷廠要去整理一下C座,讓工作狀態正常一點。相對起來,MY兩座的狀態就比較正常一點。
經由這兩個案例示範,只要簡單的CT10,就可以大略判斷一個廠的狀態:印刷品質夠不夠好、機器狀態正不正常,都可以看得出來。
不管是用我的CT10導具或任何更高階的工具,重點是操作的印機師傅要有數據的概念,才是廠裏保持品質的最重要關鍵。
Filed under: Uncategorized › Tags:
19 3 月, 2022 () Uncategorized › Administrator › No Comments
2 step grayfinder with pitstop egc(enfocus global change).
兩階段灰階工具很適合在數位機上的運作,因為數位設備很快就可以輸出第2段的灰階導表,測試下來數據上也都能符合預期;之前的操作都是去改變數位機上RIP的曲線;另一種想法是:我直接把曲線修正值用在檔案上面,機器上的設定就可以都不用去動它!
其實一開始就有做photoshop曲線檔(acv),但 acv只能用在圖檔上面,不能用在向量檔上面,對工作流程來說, PDF檔的曲線修正會是比較好的方式。
我陸續在找一些可以對pdf檔做曲線修正的工具, Pitstop算是其中一個 ;它可以一個操作指令就可以對整個PDF檔做曲線修正,像素與向量可以分開選擇,當然也可以選擇都做,算是一個符合我預期的工作方法,如果配上Pitstop server,那就更理想了。
2 step gary finder 的工作邏輯與使用方式,請參考前面的po 文。
https://www.pbn.com.tw/wordpress/2022/01/10/print-by-number-2-step-grayfinder
這裡主要是介紹Pitstop Global Change的應用,也示範兩個案例。
新版的2 step Gray tool 多一個選項叫做"取得Pitstop Global Change 曲線檔。
從裡面可以取得一個Pitstop egc 檔。
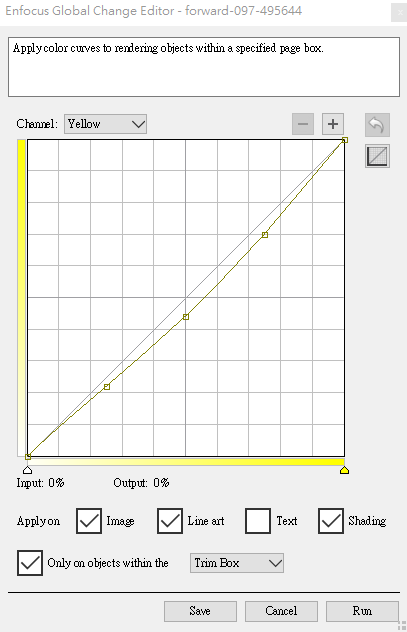
到 Acrobat 裏面開啓Pitstop Global Change,然後可以import 從上述頁面下載的egc檔。
import 進來之後用"Edit"功能開啟,檢查一下修正方向是否如預期,這時候順便按一下"save",讓Pitstop分配一個工作號碼,要不然無法正確執行。
範例中CMY504040經由egc修改為49,45,35,顯示器上看起來不太對,但印出來是對的。
這裡還是要再插進來一下標準化的概念:如果所有設備(顯示器、印前、印刷)都能夠遵循標準化設定,就沒有這樣的問題。
這裡的問題是輸出系統設備不對,我們又不願意去更動輸出系統,所以只好更動我們的檔案;一種負負得正的概念,讓結果是對的。
還是要強調,正確的做法是察覺設備不對的時候就應該去修正設備,而不是更動圖檔。
就像現在也常常遇到的,當印機師傅印出來不對的時候,常常是要求印前去修圖,而不是把自己的機器弄好。
這裡是要試著提出一個工作方案,之前也提過,當印刷系統不對的時候,可以去修正機器、修正印版、也可以去修正圖檔。
之前也提過,正確的態度是去修正機器,但修正機器的成本是比較大的,這裡提供系統人員多一個手段,一樣能達到合格的品質。
再相較起來,之前系統不對時要印前修色,印前人員也是憑感覺修色。這裡的修色是系統化的,印前人員的操作只是套用修正值,沒有任何主觀的操作,既快速又有效。
這邊提供兩個案例。
Fuji Xerox V180,左邊為修正前,中間是第二段的灰階導表,右邊為修正後。
這裡可以看一下灰階數據的改善。
第二個案例是Epson 9890。
左邊圖像是修正前,右邊圖像是修正後。
Epson 9890灰階數據的改善狀況。
一次行程的操作,V180只要10分鐘,非常的快;噴墨機要慢一些,但也不會超過20分鐘。
Filed under: Uncategorized › Tags: grayfinder
19 3 月, 2022 () Uncategorized › Administrator › No Comments
Re-Construct Graphics System…Plate & Press
不是為了拿証書,主要是讓廠裏好做事。
我把單點灰平衡工具帶到一個新的單位,師傅也是花了幾個月的時間才願意去操作它,也漸漸的認同此操作方法帶來的好處;單點灰平衡操作讓大部份的印刷品質不致於有太大問題;
不過沒有太大問題的意思是:還是有些小問題,這就是其中一個:
我們用單點操作在維持灰平衡,CMY滿版位置是不管的,所以有了這種狀況:較飽合部分會有過度或不足的問題 。
這是一個灰平衡到位但滿版不到位的例子,影像看起來沒什麼問題。
我們試著不管灰平衡,只把滿版濃度拉到位,它長成這個樣子:
這是典型的印刷系統(Plate&Press)不到位以致滿版位置與灰平衡位置無法兼顧的例子。
如果只顧灰平衡,膚色很清爽,但蘋果不夠紅;如果滿版濃度做到位,蘋果是夠紅了,但膚色顯得暗沈且偏黃;各位覺得該是顧滿版好還是顧灰平衡好?
我的工作邏輯其實很清楚:
一、應該要把系統做到滿版與灰平衡能夠同時到位。
二、機器總是有狀況,如果印刷系統無法滿足滿版與灰平衡同時到位,原則上灰平衡要重於滿版,不過也是要視印件需求而定。
三、如果系統狀況太離譜,在顧好灰平衡同時,滿版(較飽和部份)已無法滿足,這時系統人員就必須介入重建系統,介入的部位不外是印機就是印版;基本上印機變數多,印版變數少,所以照理應該是去處理印機;不過處理印機的成本比起處理印版的成本要大很多,所以這裏要去做取捨;我通常還是以印版去介入系統為多,因為運作成本及時間都比印機少。
要去處理印機的時機大概是:印機50%處網點擴張超過二十幾或是不到10,或是階調分佈指數(r square)不到0.9,這時才會去介入印機。
這次案例我們一樣是由印版介入系統,去重新建立一個滿版與灰平衡都能兼顧的系統。
跟G7考試一樣,先決定滿版濃度,再由CTP調整版調/灰平衡。
放墨濃度有刻意比標準再拉高一點,有兩個用意:
一、油墨乾了之後,濃度/飽和度會再在收殮一些,所以要放得比標準再多一點點。
二、同樣是符合標準的主色色度,可以是飽和度比標準低的,也可以是飽和度比標準高的,我們維持在比標準飽和度高的那一端;在中間調維持住的時候,飽和度比標準還大一些,我們認為這樣的成品會更好看一些(more pleasing)。
Fig. 滿版色域拉到比標準還大一些
這次修版不跑P2P,也不跑Curve,直接取CT25的三點修正。
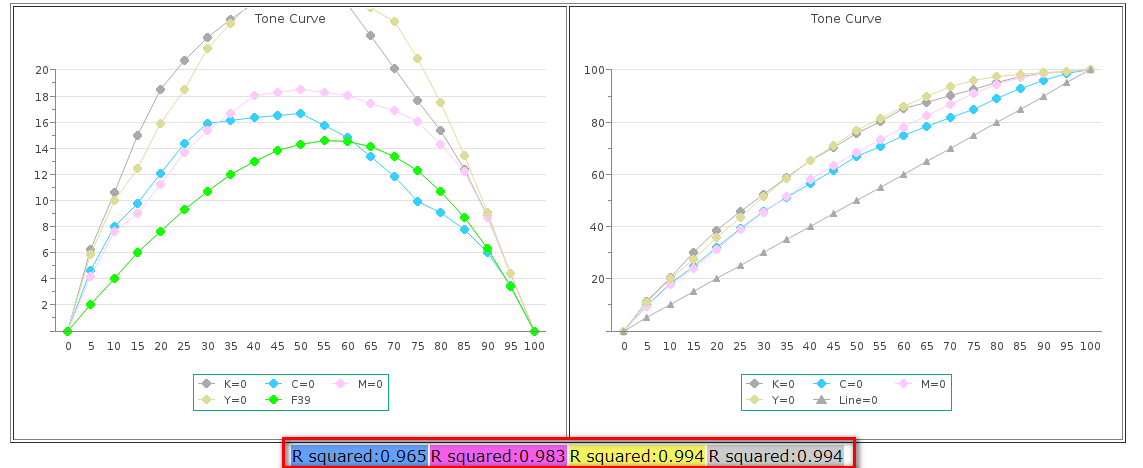
我們還是有檢查CMYK的網點分佈,網點分佈指數(r square)最低都還有0.96,表示機器的狀態還算好,只用3點來修正是OK的。
重新出版後,維持滿版濃度不變,灰平衡就可以同時到位;或者反過來講,只要單點控制灰平衡到位,滿版色也會同時到位;這樣一來,我們除了是一個維持灰平衡的、不出問題的產品,也同時兼顧了暗部的飽和度與階調、一個質感更好的產品。
*****************************************************************
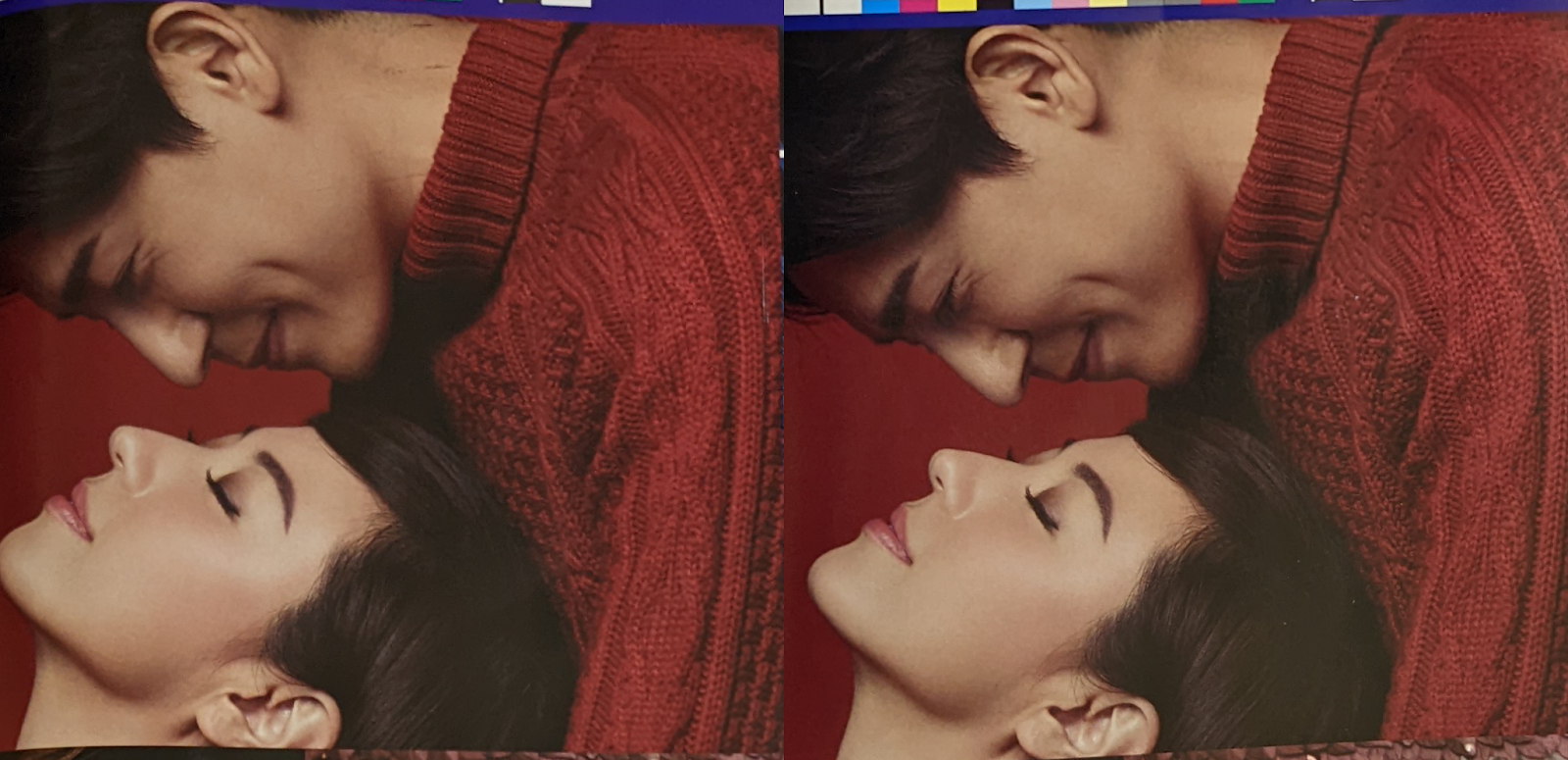
我們直接從影像來看看其間的差異。
Fig. 左邊為滿版到位、灰色未到位;中間為滿版灰色都有到位;右邊為灰色到位、滿版未到位。僅灰色到位(右)的成品看來沒有太大的問題,但相較於灰色與滿版都到位(中)的成品,反差/立體感就差了一點。
Fig. 左邊為滿版到位、灰色未到位,中間為滿版灰色都有到位,右邊為灰色到位、滿版未到位。這裡比較可以看得出來灰色到位滿版未到位的那一張(右),蘋果的飽和度就顯得不夠。
Fig. 左邊為滿版灰色都有到位;右邊為灰色到位、滿版未到位。左邊那張毛線衣的立體感及鮮艶度都要比右邊那張好。
這樣的工序:確定滿版濃度+CTP 三點修正,用不到兩個小時的時間就可以重新交給師傅一個更好做事的架構;師傅還是有空間去做他想要做的調整,但是給他一個好的架構,他做起事來會更順手。
這就是我所謂的廠裡需要有一個系統人員,一個能同時掌握印機與印版資訊的系統人員,這樣的系統人員才能及時給予師傅一個建全的工作架構,而不是印前印刷各自做各自的事情,出了問題才在互推責任。
Filed under: Uncategorized › Tags: 印刷標準化
19 3 月, 2022 () Uncategorized › Administrator › No Comments
印刷系統工具。
Tools for graphics system.
這是在2021年底,我到廠裡教學時廠方錄下的片段,大致涵蓋了我工具主要的能力。
VIDEO
我把內容的幾個重點以文字再敘述一下。
先是談單點的工具,我的單點工具一定是從紙張開始,要有紙張基礎才能做Beer’s Law的色差/濃度預測運算,TV的運算及灰平衡目標設定也都需要紙張這個基礎資料。
單點工具的用法會用在:
Primaries 主色(CMYK)色差/濃度的操作。
灰平衡操作。
特別色追色。
掃描工具:
CT10:印刷基礎資訊。
CT14:CT10+加RGB&CMY300,做G7時的基礎工具。
CT25:CT14+25%、75%TV及灰平衡;同時也是C9及gmi的評分工具;同時也是灰平衡的三點曲綫修正工具。
CT21:版調工具,印版及印機都可以使用。
CT84:CMYK版調工具(21×4),僅印機使用。
CT56:G7Verifier(28×2)。
還有一些工具影片中沒有提到,比如SCTV、Control strip 2013、Fogra Wedge CMYK V3、2 Steps Grayfinder…看看有沒有機會再錄到。
基本上,能掌握到這些工具,印刷不會有出太大的問題,出問題時也可以很快的經由數據找到問題點。
Filed under: Uncategorized › Tags: youtube
19 3 月, 2022 () Uncategorized › Administrator › No Comments
Color/Tone tools for graphics system manager
我在寫工具,我在幫印機師傅寫工具,更多的是 ,我在幫系統人員寫工具。
什麽是系統人員?
這裏就顯出了產業界的一個問題;當我到廠裏處理印刷問題或上課的時候,我問説:印刷色彩品質出問題是時候,是誰來負責?
印機師傅?廠長?印前人員?品檢人員?業務?設備商?設計人員?
印刷色彩品質會出現問題,牽涉到的因數相當的多,不過大致上還是有幾個方向:印機操作不當、印機本身狀態問題、印版版調設定、設計圖稿色彩定義、業務與客戶之間的色彩訊息溝通。
所以出現問題時,印刷、印前、業務、設計(廠裡的或是客戶的),都有可能是責任歸屬。
我這邊指的誰來負責是:能夠很明確的認定責任歸屬,並且協助他們把問題解決。
而不是出問題時,沒有人去抓出確切的問題點,以至各個部門互推責任;也沒能將問題解決。
這個負起責任的人就是我所謂的"系統人員":能瞭解色彩資訊如何流動、能瞭解各種軟硬體的設定與操作會對色彩資訊傳遞做出什麼樣的影響、能提出做法來解決或修正這些問題。
系統人員必須能夠很快的取得生產過程中的各項資訊,並且根據取得的資訊,做很快的應變來維持生產品質能夠符合預期。
這裡就可以回到我所謂的系統人員工具了。
在談系統工具之前, 要再先談一下我對"工具"架構的看法。
首先我必須要有一個儀器(設備)來取得相關數據;數據的擷取對象可以是顯示器(透射)、印版(反射)、油墨(反射)、光源(透射);我們會去取得諸如濃度、色度、版調、色溫、亮度等等不同應用方式的數據。
在所謂"正規軍"的架構裏,這些數據會分別由各個部門的操作人員,操作他們不同的儀器設備以取得他們各自要的數據;比如説印前人員會用量版器去取得印版的版調數據、用色度計去取得數位樣的色差數據;印機師傅會用濃度計去取得印張上的濃度數據,或用色度計去取得色度、灰平衡數據。
在我的工具架構裡,衹要能取得光譜資訊,我就可以計算出上述濃度、色度、版調、色溫、亮度等等不同應用格式的數據。
我目前儀器的使用是設定在i1光譜儀,相對於"正規軍(eXact+icPlate、SpecrtroDens+SpectroPlate……)",我已經把儀器的成本門檻拉低到正規軍的20%(如果是同時取代Density與Plate兩種功能,那麼我的設備門檻祇有正規軍的10%);雖然在穩定度與精確度上也許沒有正規軍來的好,但我認為已經夠用;印刷產業還不至於是那麼精密的產業。
在這我還是要必須強調一下,我的重點是:衹要是光譜數據,都可以在我的工具平臺上發揮作用,不管是便宜的儀器或是貴的儀器,都是一樣的運算邏輯;雖然目前寫的是i1工具,但從來不排斥各式各樣有光譜能力的儀器進入我的工具平臺,也從來不排斥建議我的顧問廠家使用正規軍的設備以取得更好的穩定度與精確度及使用上的便利性。
或者我應該怎麼說:我努力的在尋求降低系統數據取得的門檻(軟體上的及硬體上的、建置成本上的與工作方法上的),門檻越低,越有機會將這個產業人員的思維帶往數據的方向,從客戶、設計、印前、印刷、業務、品檢……都應該儘可能具備數據的概念,作業流程才會順暢;而系統人員,他則必須知道這裡面所有所有的數據。
我目前做出來的系統人員工具有:
單點1:經由單點操作,可以取得濃度、色度、色差、版調、Beer’s Law 濃度色差預測、灰平衡操作、特別色追色、特別色版調(SCTV)。
單點3:一開始做三個單點操作:紙白、滿版與平網就可以取得版調數據,之後衹要單點操作平網部分,就可以連續取得平網版調數據。
單點3s:同上,運用在特別色及印版。
單點10(CT10):正常狀況下,我是用CT10掃描方式來取得印機操作的基礎資訊,遇到沒有CT10色條的印件時可以用10個單點操作從印件的控制條上取得的CT10的資訊。
單點14(CT14):同上,再加入RGB及CMY300。主要用途是用在G7考試時,決定滿版濃度時使用。
掃描13:G7 P2P的CMY版調分佈只有13格,這個工具是用在P2P印版掃描,以取得印版版調分佈資訊。
掃描10(CT10):CT10掃描操作,印機系統基本資訊。可以取得滿版、灰平衡操作指令;也可以隨同滿版與TV數據用來判斷印刷機狀態。
掃描11(CT11):同上,加入CMY300,用來取得G7的L*目標值。
掃描14(CT14):同掃描11再加上RGB,用在G7考試時,決定滿版濃度時使用。
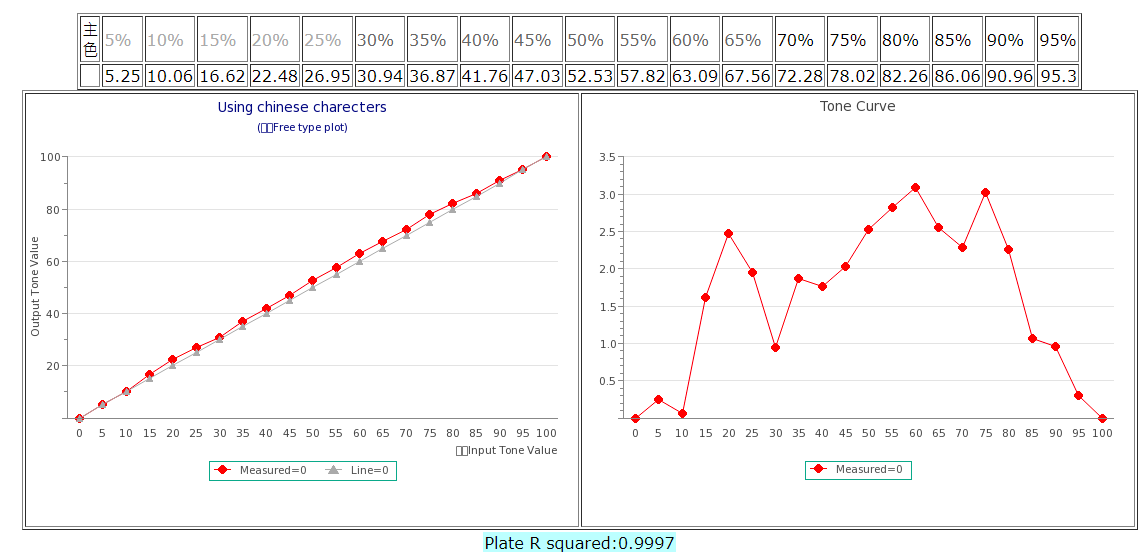
掃描21(CT21): PSO的版調分佈為21格(0%,5%,10%~95%,100%),這個工具是用在PSO印版掃描,以取得印版版調分佈資訊。印機版調也可以使用。
掃描22(CT22):同上,加入2%,用來觀察最小網點是否呈現。
掃描25(CT25):CT14再加上25%與75%的平網及灰平衡,能更全面的瞭解系統狀況。同時也帶入gmi與C9的評分規則。目前可以導出photoshop .acv、efi .vcc及CGTAS 3點修正曲線,其它格式如Pitstop .eal還在測試中。用在數位樣的快速評估與修正也非常好用。
掃描2×28(CT56):G7 verifier,等同於Curve 4 的 verify 功能,再加上Beer’s Law 預測及灰平衡操作指令,能呈現比Curve 4 verify更多的資訊。
掃描4×21(CT84):PSO的版調格式,CMYK4色一起掃描,總共4×21=84格,只用在印刷機。
掃描4×22(CT88):同上,再加上2%,用來觀察最小網點是否呈現。
EM16:用16個數據快速檢查顯示器的軟打樣能力。16格組成分別是:CMYRGB100、CMYRGB70、K100、Gray、紙白、顯示器白(255,255,255作為計算基準)。
以上是目前已開發的系統人員工具組合,還有其他項目在發展中。系統人員有了以上的數據在手,可以隨時了解生產系統的狀態;印件出問題時,可以快速的判斷原因及提出改善方法。
還是一樣問這個問題,當印刷色彩品質出問題時,是誰的責任?
印機師傅?廠長?印前人員?品檢人員?業務?設備商?設計人員?
有一個比較異端的回答是這樣的:東西印出來不好看,那是客戶的責任;客戶的稿不好看,印出來的東西當然就不好看。
對於一個長期監看生產數據都能符合標準化的單位,印出來的東西不好看,真的衹能怪客戶了。
Filed under: Uncategorized › Tags: i1 , 印刷標準化
19 3 月, 2022 () Uncategorized › Administrator › No Comments
I’m cheating…
我在騙什麼東西?
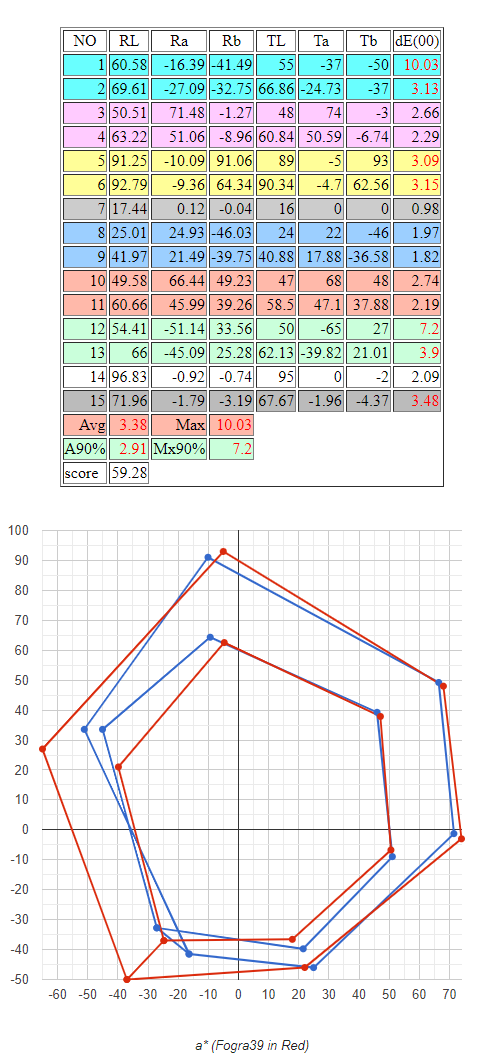
當我在處理數位樣的時候,有幾個顏色沒有到位。
以上面這個例子,M100、R(MY100)、G(CY100)色差都超過3。
我如果硬要把它做進去的話,我能有什麼做法?
*重新綫性+重新icc。
*重新icc。
*兩次以上的回饋校色(閉環校色)。
以上幾種做法少不了一個鐘頭以上的時間,而且視系統能力狀況而異,也沒有保證能夠一定做得進去。
這次的做法是:Cheating!
經由圖像及數據:M及G飽和度太大,R則不足;
這次的做法是:欺騙印表機模擬的對象。
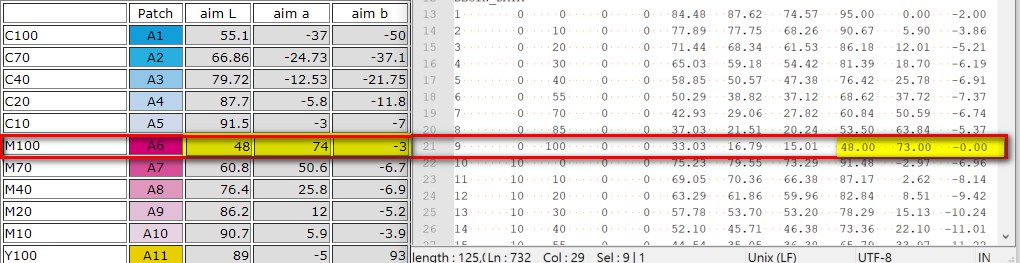
由數據顯示,M的目標值是48,74,-3,實際取得的值是48,75,-6,飽和度太大;
如果我欺騙印表機系統說:我的目標值其實飽和度沒那麼大;那它列印出來的結果飽和度是不是就收斂下來?
所以我將M的目標值由48,74,-3改成了48,73,0;
最後得到的結果是 48.41,73.68,-1.94,色差降到1.18。
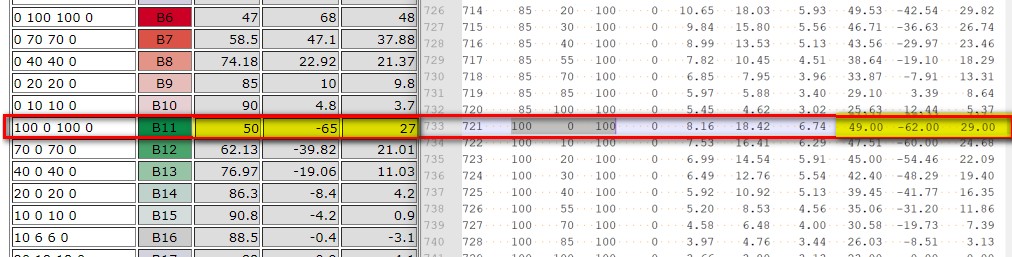
同樣的欺騙邏輯,使得R色差從3.37降到1.52、G色差從3.69降到1.28。
簡單修正三個數據,結果完美到位,花的時間相對少。
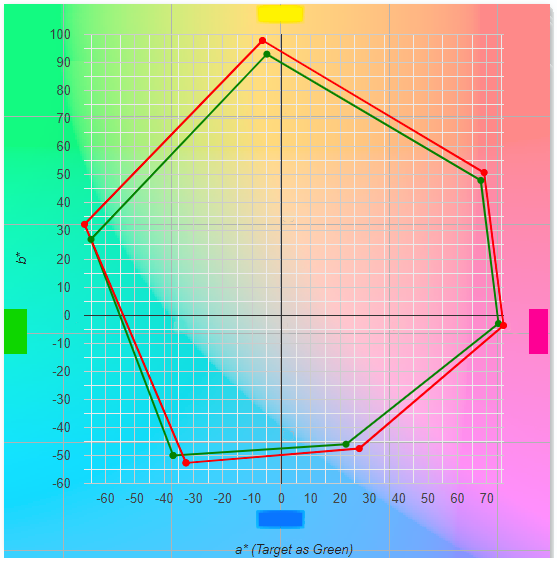
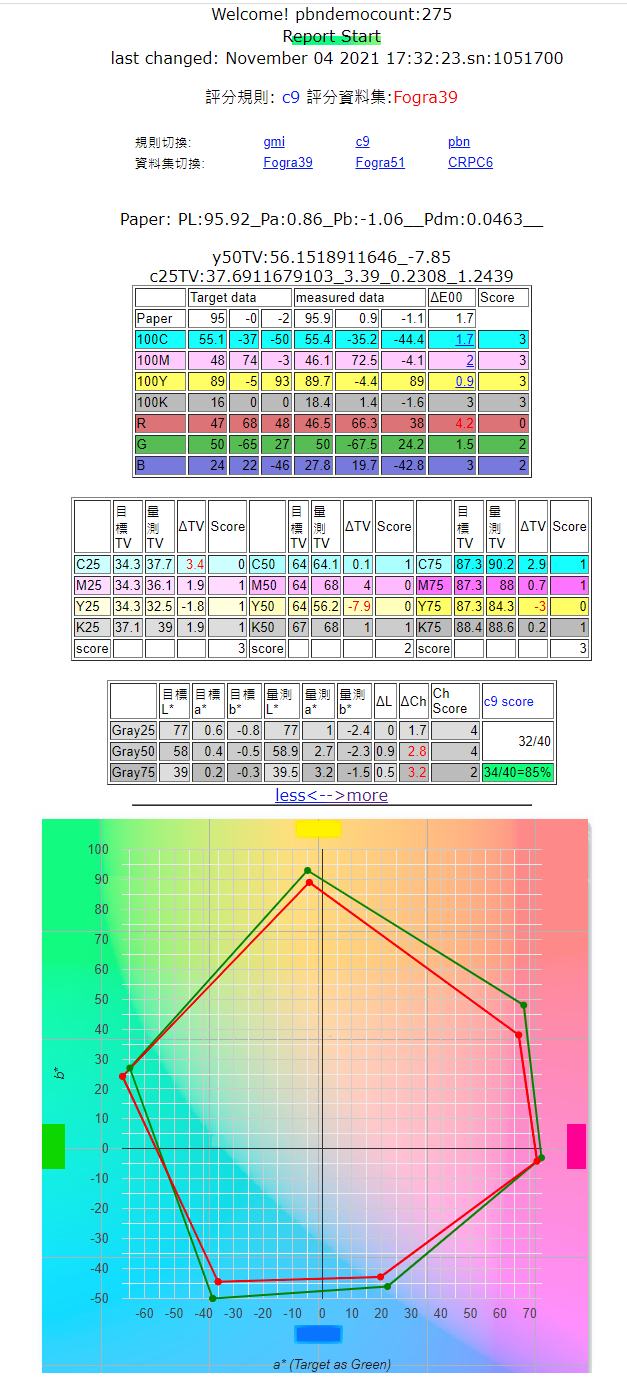
由六角圖看,吻合程度相當好。
工作邏輯已經建立下來:
.以Fogra Media Wedge V3(or G7 control strip 2013)為基礎
.過濾出超過範圍的數據。
.反向補償模擬對象的資料集目標值。
.重新產生icc。
.套用新icc生產即可到位。
邏輯可行,但有一個點要注意;列印系統的色域能力要超過模擬對象的色域能力,要不然怎麼補都補不回來。
Filed under: Uncategorized › Tags: Media wedge , 數位樣