single purpose tool-spot color
single purpose tool-spot color
特別色-單一功能工具
CMYK 主色色差在ISO 有明確規定(CYM de00<3.5 K. de00<4.2)。 特別色色差並沒有官方規定,如果有人問起,我一般會說小於3個de00 吧!
以印刷品買方來講,當然是色差越小越好,對生產者來講,則是越大越容易操作。既然沒有官方規定,比較正確的方式應該兩方一起協調,共同制定寬容範圍。
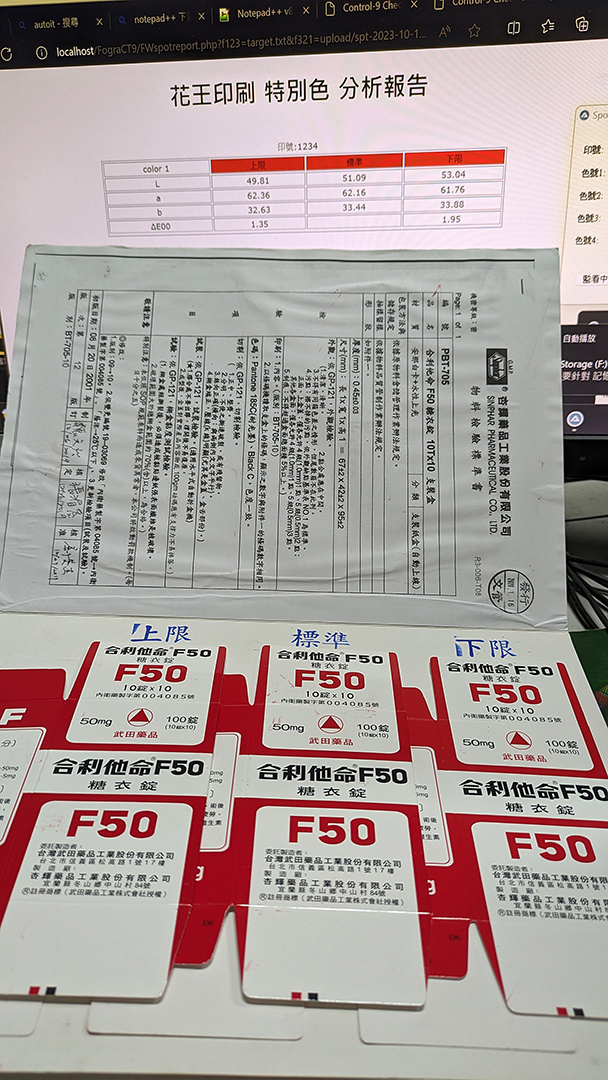
業界裏有一種運作方法叫做特別色承認書,由生產方定出生產的上限與下限由買方來簽認,這樣的作業方式多了前行的承認書作業,但確實是一個對雙方更有保障的工作方法。
針對這樣的工作模式,我組合了一個工具, 技術成分沒有很高,主要就是作業方便。
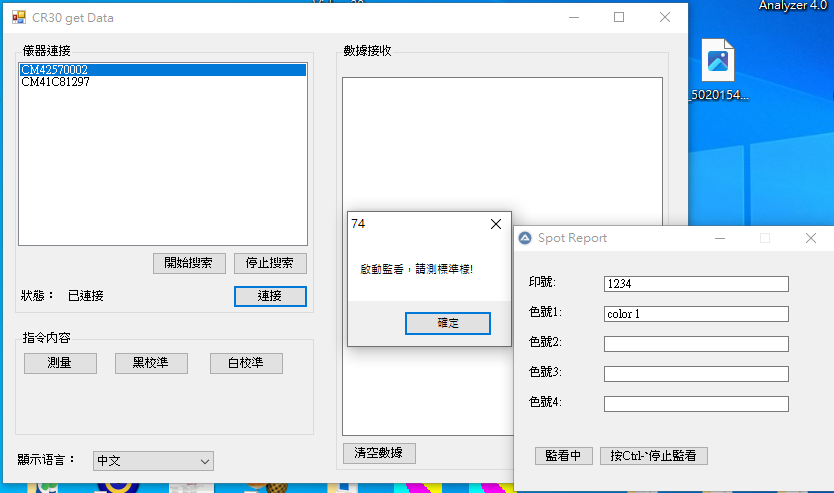
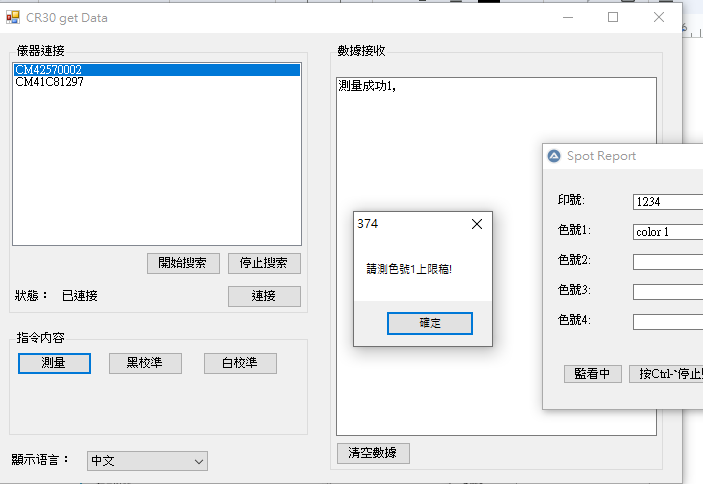
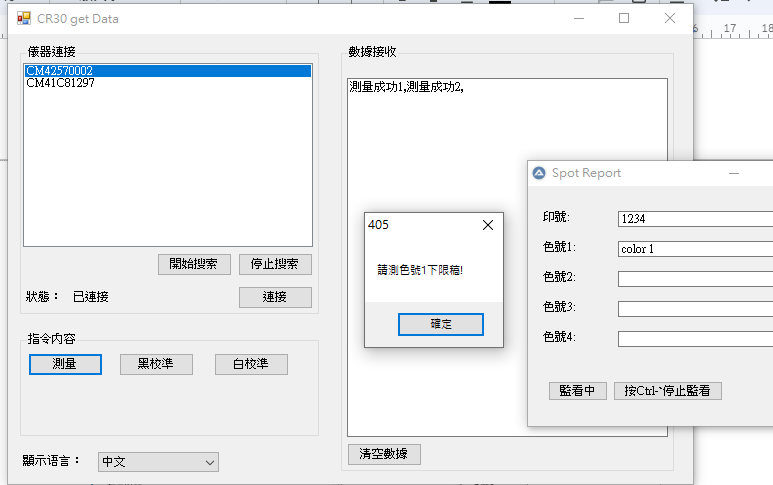
Fig. 監看程式提示測量標準稿、上限稿與下限稿。

Fig. 三個測量點量測完畢後即時取得報告。
使用者依指示測量“標準”、“上限”、“下限”三個量測點即可形成報告。純粹就是一個方便運作的小工具。
既然系統已經有數據記錄,這些數據當然可以帶到生產場合,於是衍生了特別色的生產操作工具。
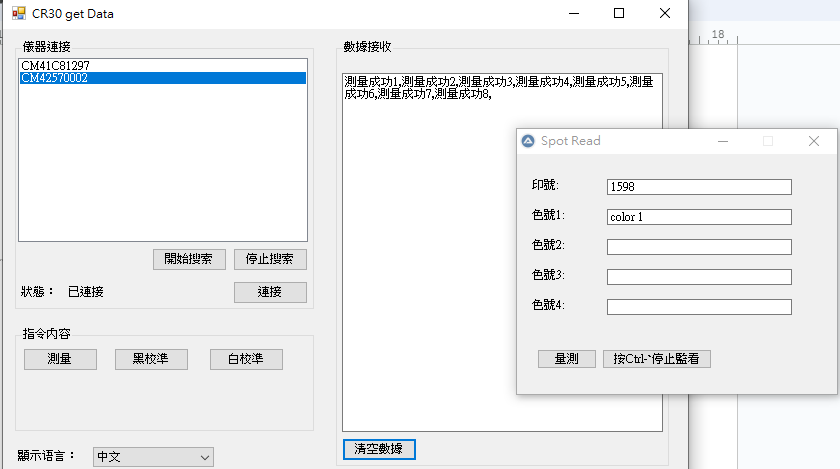
Fig. 生產工具介面,把印號調進來即可隨時監看特別色是否在上下限。
生產時把印號調進來,師傅在操作時就可以清楚知道這個印件有沒有在上下限範圍之內。這種比對方式會有4種狀況:高於上限則標示呈紅色、介於上限與標準之間表示呈綠色、介於標準與下限之間標示呈綠色、低於下限則表示呈紅色。
簡單講,看到綠色就是OK,紅色則不通過。如果呈現紅色,依光譜濃度訊息,也能很快的操作出合格的樣本。這樣的工作設定,期使能在印刷階段就同時完成品管。
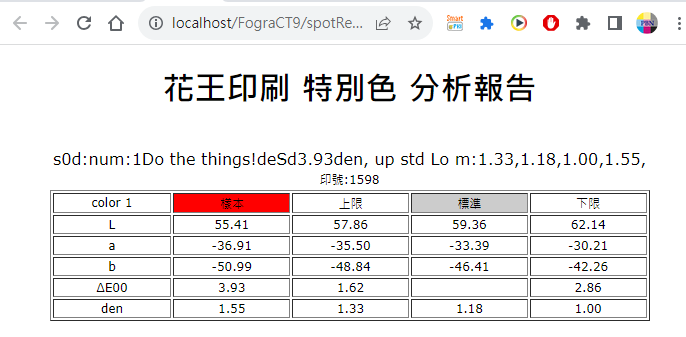
Fig. 高於上限則標示呈紅色,以光譜濃度資訊,再減墨量就可以進入合格範圍。
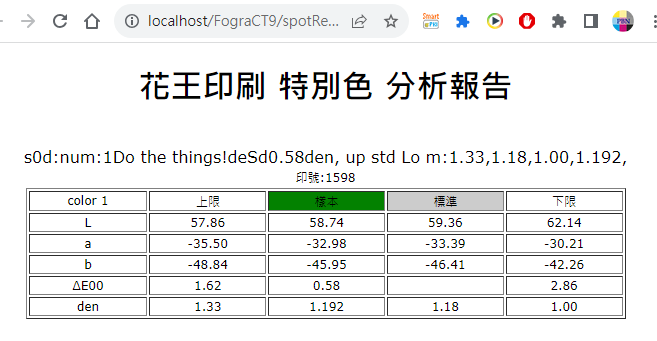
Fig. 呈現綠色則表示在合格範圍,再減一點墨效果會更好。
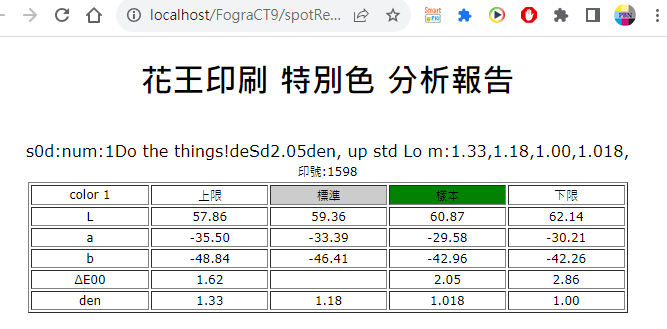
Fig. 呈現綠色則表示在合格範圍。再加一點墨效果會更好。
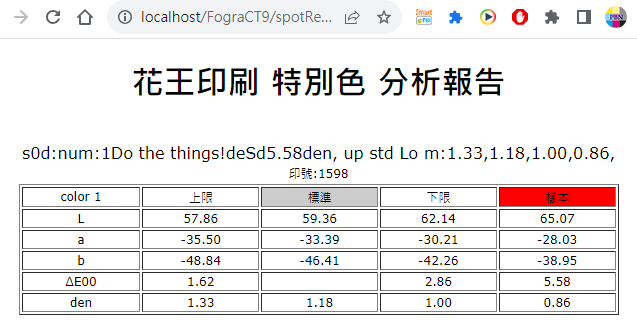
Fig. 高於上限則標示呈紅色,以光譜濃度資訊,再加墨量就可以進入合格範圍。
簡單的數據反應,師傅可以即時知道現在的生產品合不合格?如果不合格,也有清楚的操作方向。這樣子幾乎是在生產階段就已經完成品檢,可以減少很多後續品管與業務端的工作。
簡單的概念,簡單的工具安排,確實能提昇廠裡的工作效能。
整個工作架構之前,還要向前延伸一項建置成本的優勢。
會製作這個工具的前因是,單位裡一個三十幾萬的積分球光譜儀壞了,之前用來形成報告的軟體也用不上來,在決定是否要買新的光譜儀之前,來詢問我能有什麼樣的工作方式?
這個工作架構裡,衹要能提供穩定(低器差)的光譜數據來源,在一個相對概念的操作下,只要數據來源都是同一支,絕對精度低一點的儀器一樣可以勝任這樣的工作,因此目前架構在一個不到萬元的d8光譜儀下工作,邏輯上及操作上都沒有任何問題。
當然,如果有絕對精度的需求,還是必須取得高階的儀器。只要能取得SDK,後續工作邏輯是相同的。
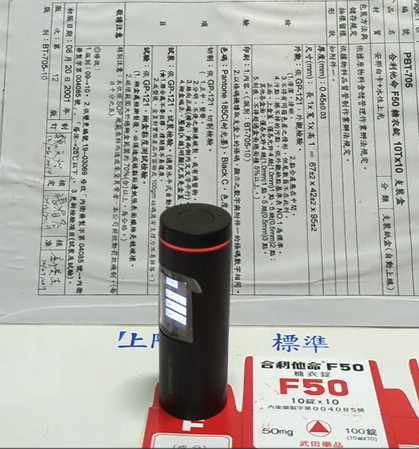
Fig. 在一個相對概念的操作下,只要數據來源都是同一支,絕對精度低一點的儀器一樣可以勝任這樣的工作。
以上,單一功能工具建構完成,發佈及使用都非常精簡。預計發展手機版本,提昇便利性的移動性。
短影片,請參考:
#特別色工具
#printbynumber

無迴響
 Comments RSS
Comments RSS
 TrackBack Identifier URI
TrackBack Identifier URI
No comments. Be the first.
 Leave a comment
Leave a comment
