Print by Number :: one job, two press
Same job from two presses.
同一個印件,兩個印刷廠。
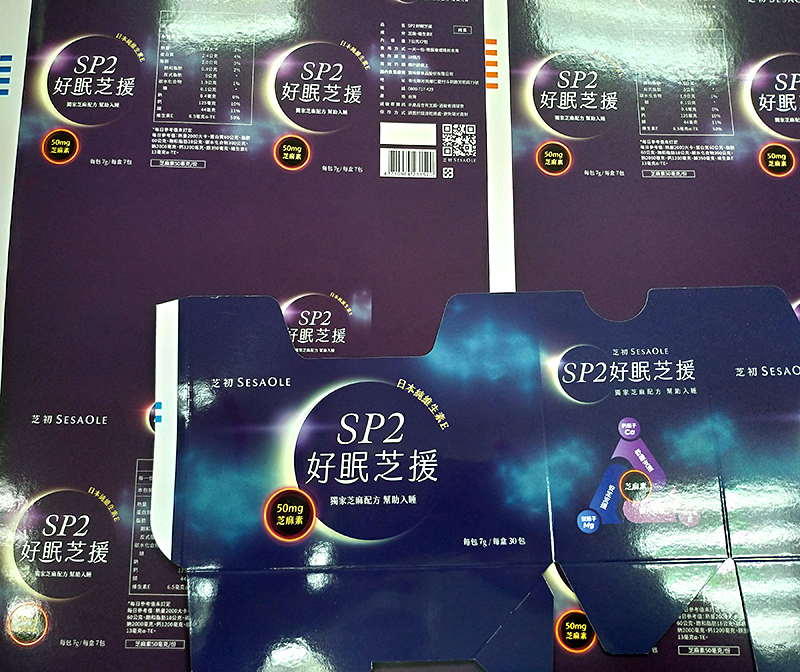
同事拿這個印件來問我的時候,我第一個反應是:色序是不是有問題?
色序是會影響色彩的。在ISO裡正常的三色色序是C->M->Y,我就有遇過一些廠他們就喜歡M->C->Y;稱說他們比較喜歡那樣的藍。
所以看到這樣的差距,我第一個反應就是色序錯了,而且是,上面的那一張是錯的。
我的經驗是,M先印會讓藍往紅的地方偏,也就是會偏紫,所以我的第一個反應是上面那張色序錯了。
但同事跟我反應說上面那張好像比較接近數位樣!
那怎麼辦?
這時候,把數據攤出來,會是最好的方法。
於是我用了CT14這個工具。

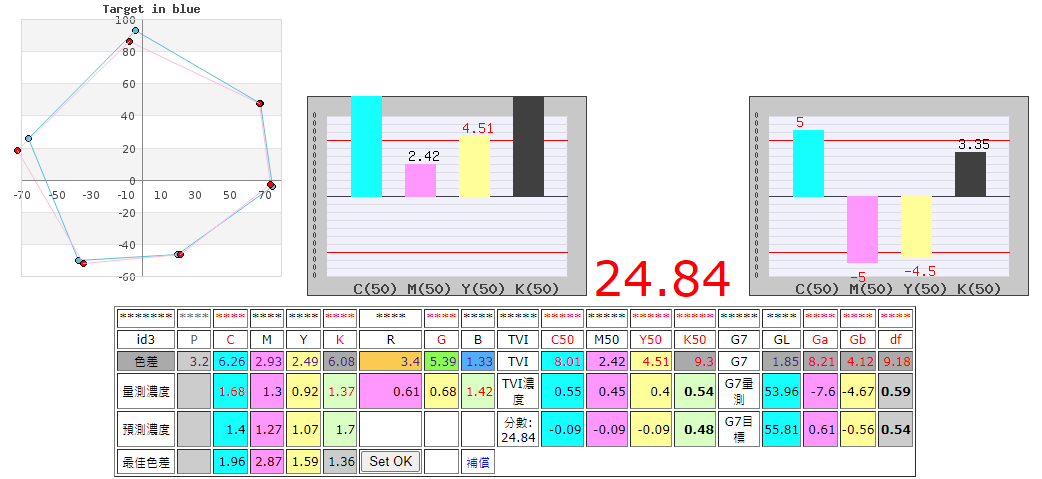
數據一放出來,事情就清楚了。
第一,兩個廠印得都不好,但是上面那個廠分數好一些,分數比較好主要是把灰色做到位。
2. 上面那張藍色偏紫不是色序問題,從數位様來看,原稿件那個位置就是比較偏紫的色彩;要再多看一點,就是C墨也放得太弱,所以藍色就偏紫。
這裡證明了,靠經驗判斷還是會有問題,數據才是正道。
第三點算是自己的推想:我知道很多廠的操作邏輯都是以維持滿版濃度為主,然後缺乏對中間調的應變。這裡就是一個例子,我們從六角圖來看,下方的廠在維持六角圖上要比上面的廠好很多,但中間調的問題導致灰差達到9以上,師傅好像也沒有警覺,就這樣印下來了。
從以上再來印證我之前的想法:當系統狀況不好時,維持中間調灰平衡到位、放掉滿版的位置,會是比較好的作法。
果然,上方的印件滿版雖然沒有到位,但灰差維持到了2.5以內,這個不是很完美的印件,它更接近數位樣,也被客戶接受了。
我們從數據還看得出來,上方的廠在CMY網點擴張都太大,尤其是C座跟M座都已經到了要檢討的程度,但師傅依然能把灰平衡維持下來,保持了印刷品一定的品質。
下方的廠他們的印機狀況可能還比上面那個廠要好一些,但師傅操作認知的不同,導致印出了客戶不能接受的品質。
我們都應該努力於將系統維持到最好,但系統狀況總有不穩定時候,這時候維持好灰平衡,會是一個比較好、比較安全的作法。
#printbynumber
#oneclickcontrol
#graybalance
#灰平衡
Tags: gray balance, idealliance g7, 印刷標準化
尚無留言
 Comments RSS
Comments RSS
 TrackBack Identifier URI
TrackBack Identifier URI
No comments. Be the first.
 Leave a comment
Leave a comment
