八月 23rd, 2021 › Uncategorized › Administrator › no comments ›
紙媒邀稿,文長,三個月前寫的,現在才發行,封面挺喜慶的,大家新年好!
![clip_image002[4]](http://www.fredkuo.idv.tw/wordpress/wp-content/uploads/2021/08/clip_image0024_thumb.jpg "clip_image002[4]")
=======================================================
Print by Number 印刷產業與標準化的距離
我手上的最早有關印刷規範的ISO 文件是1996年的 ISO12647-2 draft。正式的12647-2文件要到2004年才正式發表。其實跟1996年的draft差異並不大。我也不曉得1996~2004年之間到底在喬什麼?但是我知道,國際組織的標準化雖然具備相當的科學本質,但喬的部分也不在少數;舉個例子,同樣基於ISO 12647-2 油墨的Fogra39 與 GRACoL2006,藍色(C+M)的L*a*b*分別是24,22,-46與24,17,-46,色差達到5個色差(ΔEab);同樣的油墨基礎,兩個單位的認知為什麼會有這麼大的差異?
不管怎樣,2004年的12647-2是ISO組織對平板印刷規範第1份明確的文件。很快的,2007年又做了部分修正。我帶的廠到目前都還是以2007年的規範為主,最主要的當然就是Fogra39。雖然現在已經是2019年了,雖然ISO12647-2在2013年也有新的版本,我還是在跑2007年的Fogra39;一方面Fogra39已經是一個完整的概念,從軟體環境的支援度到實際操作的指令都非常明確且完整;2013年的Fogra 51確實是更符合各項科學證據, 但目前我的主要儀器i1 在處理M1 資訊並不順暢;另一個理由是:現在能把Fogra39的概念實現出來,就已經可以解決很多問題了。
到目前為止,至少在我的工作場合,操作Fogra39已經是一種習慣,相對於之前無所依從的作業觀念,Fogra39的出現已經能帶來相當大的好處;從製稿到印前到印刷,各個部門都清楚知道各自需要完成哪些工作,整個生產程序得以更加流暢;當問題出現時,也可以迅速的找到問題所在。印刷標準化在我的工作場域裡,其優點是毋庸置疑的。
再回到所謂的印刷產業與標準化的距離。我在2008年底做了臺灣唯一一次的Fogra PSO認證,之後陸續在不同單位做過至少20次的G7資格書;在外面接觸的經驗,發現很多單位還是沒有標準化的觀念。我説的單位不只是僅指印刷廠,更往前的平面設計單位、製稿單位及印刷品採購者,也少有印刷標準化的觀念;所以Buyer不曉得可以用某種標準來要求印刷的生產品質,也不知道如何去檢驗印刷品是否達到某種規格;製稿單位也無意識要準備符合標準化的稿件。回到印刷廠,印機師傅在操作時都只是盡可能的跟樣,如果機器狀況在準範圍內還好,通常是機器脫離標準範圍時,師傅沒有檢討機器狀況,反而是要求印前部門修改影像來達到色彩效果;一來當機器脫離標準太多時是怎麼修都修不來的,二來這種毫無依據的做法只會造成大量時間與材料的浪費,也把稿件的色彩資訊流程全部打亂。所以印刷標準化是一種讓各階段色彩製程都有所依循的工作方法,是一個從採購到生產者都必須去實踐的觀念。
要做到整個產業的標準化,簡單來講,採購者要有觀念,觀念於印刷品可以要求哪些品質?也在於必須接受標準化規定的寬容範圍!而不是一味的要求自己心中設定的品質;生產者則要具備能力,有能力生產標準化規定的品質。如此,採購者有要求,生產者有能力。共同觀念的改變,才是將產業推向標準化的第一步。
再來,造成印刷業與標準化的障礙,來自技術上與軟硬體設備成本的門檻。不管是採購者要檢驗印刷品質是否達到標準,或是印刷廠要讓印刷機維持標準,都需具備一定的知識技術能力及相輔的軟硬體設備;如果技術門檻過高或是設備成本過高,這個距離當然也就拉大了;但說回來,新事物的學習本來就必須投入一定的精神與成本,業者當然會評估投入的精神與成本是否值得。作為一個標準化的推廣者,降低技術門檻與軟硬體設備的門檻會是一個重要的工作方向;於是有了我以下的工作方法,讓一部20年的印刷機,一個年輕師傅,一支還掛著GretagMacbeth 的i1,實現了把印刷標準化當成我們的日常。
技術與設備門檻的降低會是前往標準化目標的第二步。
說到想法的變革與門檻的降低,Print by Number會是這整個事件的中心思想。我第一次聽到Print by Number 這幾個字是在2003年參與一次時代雜誌推廣軟打樣的seminar 遇到RIT的鍾宜寧老師,從他口中聽到的這幾個字,突然一道光閃過!我是待印刷廠的,但是從來沒想過印刷品質的依據是要印到某一個規定的數值;之前印刷品的驗收一直都是所謂兩肇同意的情況下達成,所以沒有具體的數字規則作為依據。2003年當時ISO 12647-2還沒正式發表,G7組織還沒成立,這三個字就是印刷產業脫離品質驗收泥淖的光;直到2004年 ISO 12647-2正式發表,這個光終於有了具體形態。我在2008年底我做了Fogra PSO 之後,確立標準化是一個確實可行的工作觀念與工作方法,是實際要對產業帶來好處的;不是一個遙遠進步的西方組織用來彰顯優勢的口號。
ISO12647-2的發表,標示出了印刷標準上兩個具體的要求:一個是cmyk主色的色彩值,第二是版調的落點;也就是這兩件事而已。所以要實現印刷品質標準化,簡單講,就是主色與版調到位;以Fogra39為例,青墨 滿版就必印出L*a*b* 55,-37,-50 這個色彩值;中間調50%的地方就必須印到64%這個版調;這兩件事情做到了,你就達標了,就是這麼簡單的概念。
概念上很簡單,我把知識上的門檻先放在這兩個簡單的概念:主色到位,版調到位。再來就是軟硬體設備的門檻,我不曉得各位在做標準化認證的時候花了多少成本在軟硬體設備的建構,在我的設定裡,只要任何能取得光譜資訊的設備就可以達成標準化的最基本硬體需求。市面上最便宜的能取得光譜資料的設備應該就是i1了;再來我結合了現有的量測軟體及程式能力,將獲取的數據很快的在滿版與版調這兩個項目顯示出具體的操作指令;這個指令很單純的,就是加減油墨而已!只要加減油墨就可以將印刷品質帶到標準的範圍。另外,所顯示的資訊除了加減油墨的指令外,也提出如果加減墨的指令無法將印品帶到標準時,可以從哪些方向來改變印刷系統,才能使整個系統能夠進入標準化的範圍;比如說是要更換油墨或者改變CTP曲線,才能讓系統進入滿版與版調的規定範圍。
整個工作邏輯實行下來,實在沒有理由不能將印刷系統帶入標準範圍以內。
只要i1再加上軟體程序就可以達到標準化,所以軟硬體設備的成本門檻只要一支基礎光譜儀再加上一些軟體程序。目前程序是開放使用的,整體下來我把標準化的軟硬體設備成本降到只要一顆基礎光譜儀的成本。
再來談我的工具。一樣圍繞在這兩個重點,滿版與版調。版調說來單純些,只要取得紙張、滿版與平網的光譜值,就可以依光譜值計算出紙張、滿版與平網的濃度,版調值再依公式取得即可。滿版值決定要麻煩一些;傳統上印刷廠都會有標準濃度的設定,殊不知濃度並不等於色彩,ISO的規範裡只有標準色彩值,並沒有濃度這回事;所以當印刷廠說他們有標準濃度時表示想法還沒轉過來。ISO是規定標準色彩值,我們要的是色彩,濃度是實現不同色彩的手段;色彩是目的,濃度是手段;所以很多的情況是,在不同的紙張表面特質必須用不同的濃度去實現相同的標準色彩;是以濃度的操作是動態的,會隨著紙張特質不同而操作出不同的濃度。既然濃度需以動態的方式去操作,這對操作者直接帶來困擾。
即然滿版色彩值的操作是個困擾,那我們執行的方法是什麼? 都已經說是動態的了,那要依循什麼?我們有量測設備可以測色彩值,但,取得的色彩值有沒有落在標準範圍內?到底是要加墨還是減墨才能將色彩帶進標準範圍?這兩個問題對印刷師傅了來講馬上就卡住。
要如何幫師傅解決這兩個問題?再回到我的工具設計邏輯,師傅手上的動作就是加減墨而已。所以工作邏輯的設計就是在師傅測得資料後,明確的給出加墨減墨的指令,經由加墨減墨,印刷品質得以進到標準的範圍內。
現今市面上已經有量測設備如 eXact 可以做到這件事;也就是儀器讀取色塊資料後,比對設定的標準值,儀器會顯示色差及加減墨的指示。但當我把設備門檻拉低到i1時,i1本身只是一個讀取色彩光譜值的設備,後續衍生的各種功能,必須依賴軟體來處理。要將i1的光譜資訊處理到色差不是太大問題,但知道色差之後,到底要加墨還是減墨?要加多少減多少?一直找不到好的方法;早在2008年底做Fogra PSO時,德國稽核員有提到經由取樣不同濃度值而到到不同色彩值的方式來決定如何下墨;但實際操作起來還是太花時間,而且很難交給印刷師傅操作;這個問題一直是個困擾。

Fig.-1 比對濃度值與色差值以取得最佳下墨濃度
這個問題的解決又落到鐘老師的身上;有幸得到老師一個Excel工作表,裡面有一個Beer’s Law 的方法,可以只要取得一個色彩樣本,就可以用Beer’s Law 的方式預測要如何下墨才能到達設定的色彩值。這是一個RIT研究生在Excel裡貼來貼去的工具,我成功的把它進化到印刷師傅一個i1 click 動作就可以取得研究生貼了半天的Excel才能得到的結果;這是一個信仰科學邏輯,經由邏輯堆疊出來的成果。
這裡再簡單介紹一下Beer’s law在油墨預測的原理。假設我們取得一個青墨滿版的色彩光譜值,這個光譜值可以計算出濃度值及其 L*a*b*值,有了L*a*b*可以算出與目標的色差值 ;在Beer’s Law的運算裡,我們將是光譜380nm到730nm的反應值各加一個單位,可以得到第2條光譜分佈值,這條光譜分佈可以進而算出其色彩值與濃度值,如此,我們依序加減幾個單位的光譜分佈值,就可以得到若干條光譜分佈曲線,進而得到若干組L*a*b* 值及其濃度值,其中會有一組L*a*b*值會最接近我們的標準值,該組色彩值對應的濃度值,就是我們這個材料上最佳的放墨濃度;於此,印刷師傅的放墨指令有了依據,不再是憑感覺再操作加減墨而已,而是依據數據做出明確的動作。

Fig.-2 從實測光譜分布推演出虛擬光譜分布以比對出最佳色差
Beer’s Law 工具成功的解決了印刷師傅在色彩濃度操作時的困擾。印刷標準化的第一個要求:滿版色彩值落點於此得到充分的解決。
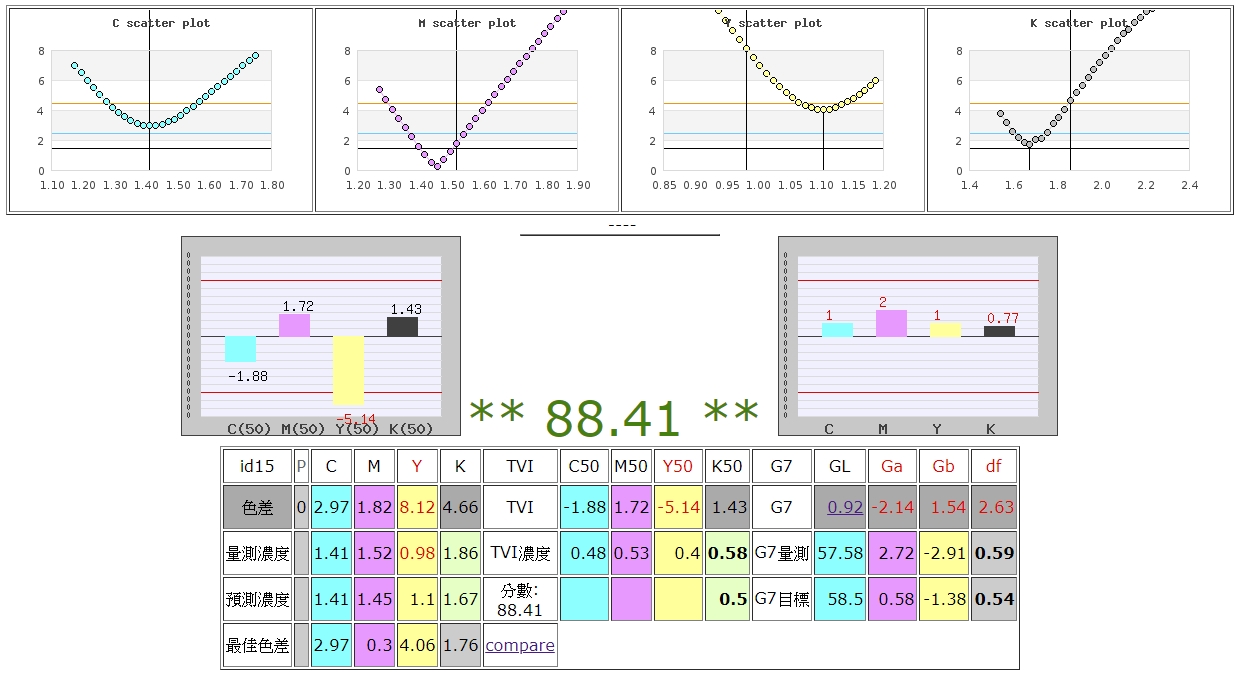
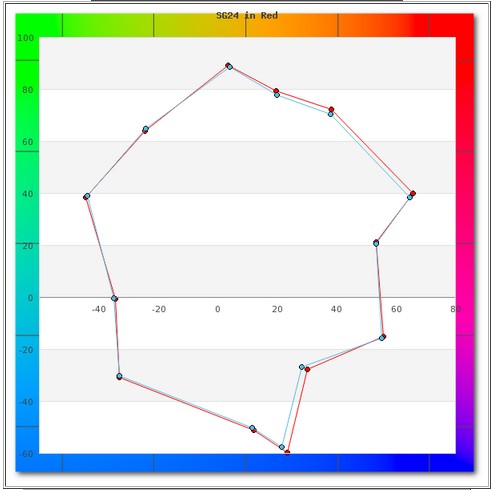
我們繼續組合工具能力。一個印刷品是由cmyk4個墨座共同形成,也就是我們必須取得青100,洋紅100,黃色100,黑色100,青50洋紅50黃50黑50總共8個樣本值才能評估這個印刷品;再加上如果要走G7的規格的話,還要加一個青50洋紅40黃40的灰色平衡色塊;再加上紙張本身的光譜值,總共10個色塊。將這10個色塊一起評估就能馬上知道整個印刷系統的狀態;依其數值指令,印刷機師傅可以馬上回應,將印刷品品質,帶入標準的範圍。

Fig.-3基礎組合導具
針對C50M40Y40 這個灰平衡色格,依照 G7 How to 手冊, 實際量測的L*a*b* 與目標L*a*b* 各自會有大於、等於、小於總共27種比對關係, 每一種比對的關係都有一個放墨的規則;只要遵守這些放墨規則, 調子與灰色平衡就會回到G7規定的位置,印刷品就不會問題;這是當初我在閱讀G7最吸引我的地方;但實際的生產過程中, 印刷師傅不可能有這麼快的反應, 所以這個概念幾年來我一直用不上來; 在這次工具的組合中, 我把這27種情況的反應交由程式來處理, 終於把這個G7 單點控制的能力組合在我的工具裡。這10格的組合工具, 同時提供滿版落點、Fogra39中間調及 G7的灰色平衡的工作指令。
![clip_image008[4]](http://www.fredkuo.idv.tw/wordpress/wp-content/uploads/2021/08/clip_image0084_thumb.jpg "clip_image008[4]")
Fig.-4實際量測的L*a*b* 與目標L*a*b* 的27種比對關係
![clip_image010[4]](http://www.fredkuo.idv.tw/wordpress/wp-content/uploads/2021/08/clip_image0104_thumb.jpg "clip_image010[4]")
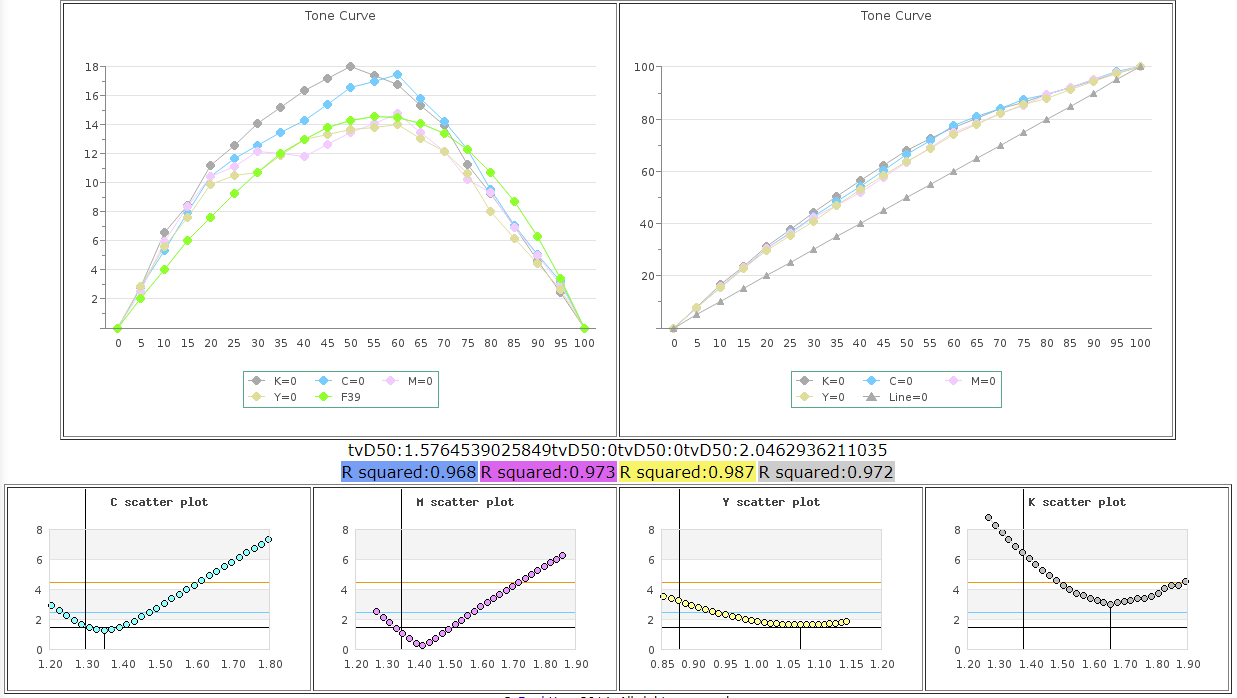
Fig.-5 經由量測數據反應出加減墨指令
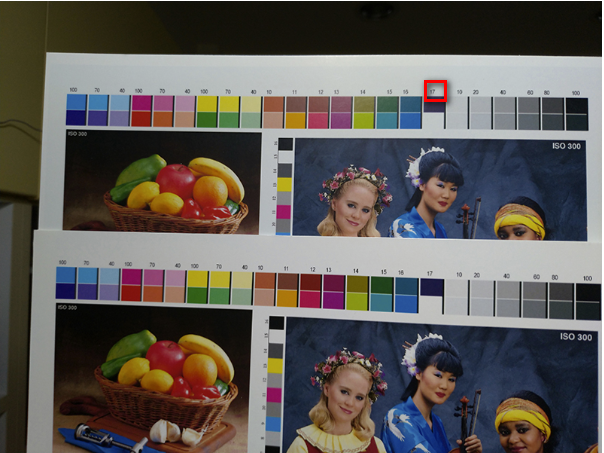
這10格的工具已經成為我們印機師傅的日常,這張相片是我們印機師傅控墨台的一個角落,一支還掛著GretagMacbeth的i1,一支10格長度的導尺;技術門檻就是一個strip reading的動作;設備成本的門檻就是一支 i1。

我們印刷產業跟標準化的距離到底有多遠?就是一顆心的距離吧!衹要有心,一支最基礎的光譜儀,再加上觀念上的轉換,就可以實現印刷標準化。對印刷廠是這樣,對採購者也是這樣;觀念上的轉換,再加上一支光譜儀 ,就可以去要求、去檢測你採購的印刷品是不是符合標準。
市面上當然有各種課程及軟硬體設備,甚或是自動化設備來幫助你達成標準化;有思想準備的,持續性的去運用他,應該都能發揮其應有的效益,但確實是有一定的學習與成本上的門檻;這裏演示的是另一種機會,有別於市場上的商業包裝,從一顆基礎的光譜儀開始,加上色彩學及程式能力,組合出最精減的動線與訊息指令,在幾乎沒有軟硬體成本門檻的狀況下,去達成有實質意義的印刷品質標準化。
然後我預測一個未來的場景:印刷業務報價單的各種項目,如開數、數量、裝訂…,還有一個項目叫作印刷標準,可能是Fogra39、Fogra51、GRACoL2006 ,或者CRPC6…. 。
當把標準作為印品採購的一個規格項目,印刷標準化才會是一個日常的,理所當然的行為,不再是一個很遙遠的標籤。
更多資訊,請參考:http://www.fredkuo.idv.tw/
十二月 23rd, 2019 › 色彩管理, Fogra, G7, 印刷標準化 › Administrator › no comments ›
我的工作邏輯是: By Number,
Number 可以用來做什麼?
可以用來確認印刷品質好不好(acuuracy)
可以用來引導印機師傅把品質印好。
(Fig. **CT9** 由圖例可得知,CY油墨品質不太好,Y墨座下墨太輕,K墨下墨太多,M墨多了 一點點;若要把灰色塊帶到目標值,降1格C、2格M、1格Y,可讓灰色塊趨近目標值。 此圖例滿版與灰平衡指令相互衝突,一般建議取灰平衡捨滿版)
可以用來確認品質穩不穩定(consistancy)

(Fig. **CT9 歷程** 圖例顯示,此印件檢測19次,主色色差都能維持在2以內,算是穩定的生產)
可以用來評估單一印件的精確度與穩定度
可以用來評估不同印件的精確度與穩定度
可以用來評估不同機台的精確度與穩定度
可以用來評估不同師傅的精確度與穩定度
可以用來評估同一機台在不同時間的精確度與穩定度
可以用來評估同一機台在不同師傅的精確度與穩定度
可以利用數學工具來預測怎麼下墨(Beer’s Law)
可以利用數學工具來確認油墨的品質到底好不好?
可以利用數學工具來確認這個油墨的工作區間。

(Fig. **CT1** 圖例顯示,油墨品質非常好,最佳狀態可達0.43個色差;實際下墨濃度為1.33,色差為3.01,若印到1.44濃度,可達最佳色差0.43;操作區間約在1.35到1.65 之間,都可將色差維持在5以內)
可以用來比對乾墨與濕墨之間的差異

(Fig. **CT9 compare** 圖例顯示,同一樣本經過1.2天,色差變化最大可達1.66,濃度變化最大達0.02,對於印刷時是濕墨驗收時是乾墨這樣的情況是很好的參考)
可以拿來跟規格比對(PSO、G7、gmi、C9…)

(Fig **CT23** gmi 與 C9 用同樣的23格色塊對印刷品評分)
可以用來評估噴墨印表機的墨水什麼時候才會穩定?

(Fig. **CT18 歷程** 一組紡織酸性染料墨水,同一樣本每10分鐘取數據,6次以後色差減少變動,依此邏輯,這組酸性染料墨水要在列印後60分鐘才開始其線性或icc的測量作業才會有穩定的icc品質)
可以很快的判斷設備的色域能力

(Fig. **CT12** 彩色雷射色域)

(Fig. **dptool** F2380顯示器色域)

(Fig. **CT18** 紡織酸性染料墨水色域)

(Fig. **CT12** 陶瓷釉料墨色域)
(Fig. **CC24 ** Colorchecker 相機擷取能力)
可以用來記錄ctp的穩定度。


可以在印刷品質出問題時,迅速的找出問題所在。
可以經由印機與印版的曲線比對,來找出印刷品質的問題。


(Fig. **CT21 compare** 印刷時覺得亮部黃色不夠,經比對印版與印機版調曲線,印機的網點擴張還算合理(press/plate R2=0.947),問題在於印版亮部網點不足,責任明顯在印前部門)
可以在印刷品質出問題時,經由數據的展示,把責任推到別的部門。



(Fig. **CT9** 同一套版,同一部印機,早晚兩班師傅印出不同樣貌,由數據馬上判定晚班操作不當)
可以經由印機曲線在不同時間的比對,評估橡皮布的狀況:

(Fig. **CT84**隔一個月對印機版調取樣*CT84*,在滿版濃度差異不多的情況下,版調有明顯差異,該是印機方面的問題,通常是橡皮布的問題)
** 這裡要談一下印機師傅與印前人員的一些衝突關係。普遍來講,當印刷品出了問題,老闆比較不會從印機部門下手;經常看到的處理方式是,把問題丟到印前部門,讓印前部門的人修改圖像資料去回應印刷師傅說他跟不上打樣的說法; 殊不知,衹要把數據拉出來,問題在哪裡都可以看得很清楚。
經驗上,印機部門的問題通常要多於印前部門,CTP操作的穩定度,相對於印機的穩定度是要大很多的。
**關於這個現象,一方面看到的是很多老闆叫不動印機師傅;一方面,要去動印機,它的成本是比較高的;基於這樣的情況,使得在印刷品出問題時,經常做的動作就是讓印前部門去修改圖像資料去補償印機的錯誤;這是一種負負得正的方法,某種程度是可以處理掉問題,但這樣的處理方式,它破壞了標準化的原則,是一種一直陷在修正錯誤的循環裏,是一種非常沒有效率的工作方法,
我們如果能用數據的觀點去處理問題,衹要把數據拉出來,該處理哪裡的問題就去處理哪裡的問題, 這才是標準化的意義,這樣才能在生產程序上帶來最大的效益。

(Fig. 這是一個印機怎麼印,業務都說不對的例子(左),丟給印前修了幾次稿,還是不對;當我取得數據,依指令讓滿版的的位置歸位,讓中間調位置歸位(Fogra39),原本的稿就能印出右邊的樣子,根本不需要修稿。印刷廠經常在印不到想要的色彩時就把問題就往印前丟,其實印刷機的問題一般來講比印版的問題多,衹是往往印刷機部門的設備成本組合通常遠遠大於印前部門,於是出問題的時候,要處理問題的時候,印前部門好像比較“叫得動”,於是又陷入了負負得正的循環……還是那句話,有了數據之後,該處理哪裡就處理哪裡。)
當這些數據都全部在雲端呈現的時候
管理者可以隨時知道印刷品質的狀況。
Buyer也可以隨時知道印刷品質的狀況。

母公司可以隨時知道子公司的印刷品質狀況。
管理者可以用數字來評估師傅的工作品質。
管理者可以用數字來評估某一機台的工作品質。
Buyer可以用數字來評估某一家工廠的工作品質。
===========================================================
以上衹是一些例子,説明當我們擁有數字的時侯可以做的事情,而其能衍生的應用還非常非常的多。
這裡也要提一下,如果收取及分析一組數據,是要花掉很多精神,很多時間,或是很高的成本,那也就算了;反正就這麼做,等出了問題再來解決就好了!
但如果收取/分析數據的工具是精簡的,而累積出來的數據其效益是這麼的龐大,為什麼不花點精神去實現它呢?
Tags: Fogra PSO, idealliance g7, 印刷標準化
十二月 6th, 2019 › Fogra, G7, 印刷標準化 › Administrator › no comments ›
gmi/c9 用同樣的色塊來評估印刷品色彩品質,分數規則有一些不同,但精神是一樣的;大約就是對主色(CMYK)評分(含二次色RGB),對中間調評分,對灰平衡評分。

但同時對半色調與灰平衡評分有時候是有衝突的的;以下圖為例,當我的25%灰平衡差異(df)來到非常好的0.4時,Y25%的版調差是不合格的-3.9(合格為+-3以內),我該去修正我Y25%的版調嗎?
我的想法是:灰平衡比版調差重要,只要灰平衡到位,我不在意版調差跑到哪裡去!所以在這個案例我是不會去動Y25%的版調的。
所以我認為,類似gmi/c9 的評分系統,在"中間版調/灰平衡"的評分時,取其一即可,我會偏向取灰平衡即可。
不知大家看法如何?

ps. 版調資訊是非常重要的機械操作資訊,但它不是視覺資訊。
Tags: c9, G7, gm, 印刷標準化
十一月 29th, 2019 › 印刷標準化 › Administrator › no comments ›
SCCA 工具出來後,第一個用上來的竟然是數位打樣。
在一個所謂的原紙打樣系統 (使用印刷用紙在噴墨機上打樣,而不是塗佈過的打樣用紙),我們印刷紙張(包裝印刷用鑽卡)相對於Fogra39的紙白是偏黃的(96,1,-1 vs. 95,0,-2),結果打樣系統在要實現Fogra39的打樣時(絕對色度制),紙底部分鋪了一層淺淺的藍色墨點;可以知道它是為了要實現Fogra39的紙色,所以在偏黃的鑽卡上鋪上藍色的墨點;在打樣時用絕對色度計算,確實是可以實現更小的色差的Fogra39打樣,但那一層薄薄的藍色底色,在視覺上是有一點annoying。
我這個時候把scca的方法帶進來;輸入鑽卡紙白後,取得被scca變更過的Fogra39,丟到i1 profiler去取得一個新的icc profile,以此profile作為打樣目標;結果成功的去掉了紙底的墨點,而且也維持了色彩準確度;相對於使用相對色度也可以去掉紙白墨點,但是它的色差會比較大;就這樣scca變成我們在數位打樣時,可以避開紙底的墨點,又維持了色彩的精確度。
上圖為Fogra39 數位樣,下圖為 SCCA Fogra39數位樣(絕對色度制)

Tags: SCCA, 數位打樣
十一月 22nd, 2019 › 印刷標準化 › Administrator › no comments ›
要往新的規格走,量測方式還是必須走到M1,i1 Pro2 是可以量測M1,Pro2/i1 Profiler 雖然用起來有些麻煩,但印前人員,品管人員應該都還用得來;現在問題是,我不可能要求印刷人員去操做Pro2/i1 Profiler,對印機現場人員來説太麻煩了;現在他們願意使用 i1/Colorport+自動化script 在印機端操作 ,是因為操作還算簡單,效果也OK,但是它畢竟只能是M0,不能是M1,所以我腦中想像著一個題目:能否經由規則性的修飾M0資料,讓它的數據會接近M1?這樣我的印機師傅可以在現有的工作習慣上,操作出M1的結果?
我也知道這個題目終究是個中繼項目,i1 遲早要推出只要量測一次的M1量測方式,i1 Pro3 看來可以,但量測口徑又不太適合press control,看樣子還得再等;所以,還是把這個題目做下來吧!不管能不能實際拿出來用,我覺得它會是在物理上,數學上及電腦計算能力上,會是一個有趣的題目,試試看吧?
我會把這個題目拿出來做,主要是因為我認為幾個方向的邏輯是可行的:在紙張光譜資料的觀察上面可以發現熒光劑主要影響的波長位置在430nm,所以我的第1個邏輯是衹要觀察430波長的反應率,就可以代表這個紙張的熒光劑影響程度;我把它做為用來修飾M0資料的一個規則點; 但是祇有一個觀察點,畢竟還是太薄弱;第二個觀察是,熒光劑的影響程度大概消失在540nm這個地方,所以我第二個邏輯是,衹要比對430跟540之間的反應率的差距,可以更精確的知道這個紙張熒光劑影響的程度。這個邏輯比起單一觀察430波長反應率的大小還更具全面性的考量。
基於以上兩個觀察,我的第支點就是430-540之間的光譜反應率的差距會關聯到我修飾M0數據多少的程度。
以下是兩種紙張樣本M1與M0的光譜分布差異,可以看出熒光劑的反應峰值在430這個地方,到了540就消失了。

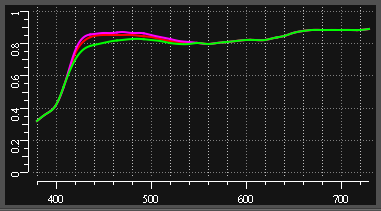
同樣基於以上的觀察,我要修正的部分只需落在約420~540之間的光譜反應值。540之後的數據可以不用理會。
到目前為止,我知道我要修飾的是哪些地方。然後我知道修正的程度跟430與540兩者的反應率差距有關。
邏輯已經建立下來。那要如何實際落實成具體的計算規則呢?
我沒有能力用更高深的物理規則去推演,我的方法是,從樣本的觀察,依數據的分佈,然後用統計的方法來歸納出一個計算的規則。
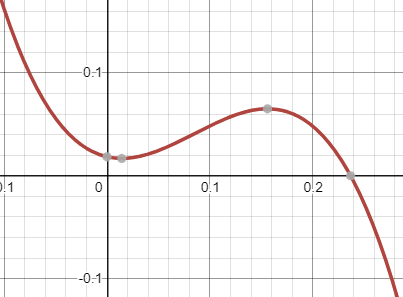
我用的統計工具是三次方的多項式回歸。從420~540,每一個光譜反應率取5個紙張樣本,每一個樣本再搭配其430-540的反應率差距,這樣子就可以形成5組樣本,這5組樣本就能形成一個多項式回歸方程式。這個方程式就可以用來預測該波長的修飾值。從420~540依序可得到13條多項式回歸方程式。我就用這13條多項式回歸方程式來修飾我的M0 420~540的數據,讓修正後的M0數據就可以趨近於M1。
其中420波長樣本的多項式回歸方程式如下:
y=-33.94903629* x^{3}+8.672163563* x^{2}-0.2274128193* x+0.01844086087
x為430-540的差異值,y為420波長處預計要增加的反應率;如此,只要知道該紙張430-540的光譜反應率差距,就可以推算該紙張在420的反應率要增加多少,才會趨近於M1的反應率。
看結果:10 個紙張樣本及其修正結果。

修正效果比我想像的還要好,10組紙樣M1-M0未修飾前平均色差為1.03,修正後平均差異只有0.13,很可以啊!比我預想的結果更好,很有機會拿出來實際運用。
幾個感想:
**
數字非常重要
第1層的意義是:有數字才能有客觀的評斷。
第2層的意義是:有數字才能形成明確的操控指令。
第3層的意義是:有數字才能有明確的管理規則與決策。
今天的意義是:有了數字才能運用背後龐大的物理與數學的工具來做未知的預測;不管是結果的預測還是問題的預測。
**
(大)數據的應用
經由數據收集與觀察的結果,我可以不用知道一個事件必須經過怎樣複杂的程序才能知道其結果是怎麼過來的;我衹要收集到足夠的起始端與終點端的數據,經由統計的方式,我可以知道當起始端有一個事件發生的時候,我也可以知道它的終點瑞會是怎麼樣。
就像我完全不知道紫外線的能量轉移是怎麼計算,但借由M0數據與M1數據的收集觀察與比對,經由統計工具,讓我在取得M0數值的時候,我也可以知道它的M1數值應該是怎麼樣;如此,我就可以在完全M0的操作方法下,一樣可以得到M1的效果。
目前的結果比我想像中的要好,我會再進一步把他丟到現場做從實際的生產運用,再觀察看看。
**
這個題目做下來的結果比想像中的還要好,我有時候常在想,這樣光譜計算的題目我該繼續走下去嗎?就像爬山,我知道道路的方向沒問題,前面的風景也很美麗,但是祇有我一個人走,回頭一看都沒人跟上來,我該停下來等一下呢?還是自己繼續走下去。
披荊斬棘,克服一些困難之後,整個旅程還是蠻愉快的,那就繼續走下去吧!
Tags: CRPC, M0修正
十一月 1st, 2019 › Fogra, 印刷標準化 › Administrator › no comments ›
SCCA Tool
在ISO 15339 的工作方法中,我們必須先獲得紙白的資訊,經由此紙白的資訊,我們會定出新的,依紙白修正過後的印刷標準值。同時這個新的標準值也會作為我們數位打樣的標準。
所以這個工具讓你輸入紙白的資料,然後你可以得到一組新的色彩資料集;這裡面目前放兩個基礎資料集:一個是Fogra51,另一個是GRACoL2013/CRPC6。在輸入紙張紙白之後,你可以得到修正過之後的色彩資料集,作為你數位打樣及印刷主色的目標。
目前只輸出修正過之後的色彩資料集。使用者還必須將此資料集形成一個icc profile,才能放到你們數位打樣的系統裡面作為打樣的色彩目標。
我在local的server是可以直接形成icc profile,但在雲端對我serve的loading太大,所以雲端目前只導出色彩資料集。
工作網址:pbn.acsite.org/cmykDe/indexE.php
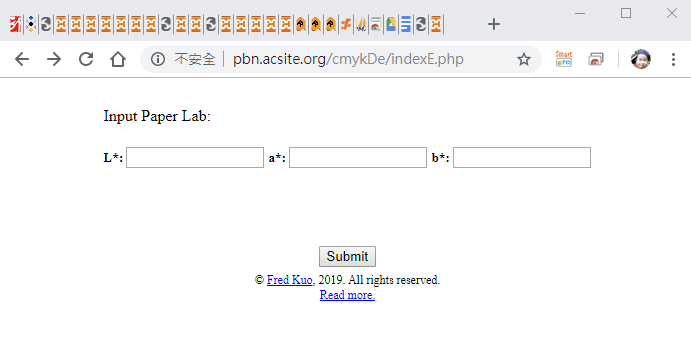
目前放兩個基礎資料集:一個是Fogra51,一個是GRACoL2013/CRPC6

會有兩個輸出,一個是修正後的CMYKRGB主色色彩值,另一個是IT8.7/4的色彩資料集。


Tags: CRPC, ISO 15339, SCCA, 印刷標準化
十月 26th, 2019 › Fogra, 印刷, 印刷標準化 › Administrator › no comments ›
Fogra51 行前規劃
我現在還在跑2007年Fogra39 ,做為cmyk procss control 在主色及版調的操作上都沒有問題;相對於Fogra39,Fogra51更誠實的面對紙張光學增白劑的問題,又經由M1測量方式的導入,市面上紙張的b*值多介於-4與-6之間,也就是介於新的印刷標準Fogra51跟CRPC6之間;如果用Fogra39紙張b*值為-2的數位打樣,確實讓印刷的跟樣產生問題。現在是一種,隨著紙張狀態遠離Fogra39,勢必還是必須要走到Fogra51的工作方式。
我現在雖然還沒開始走Fogra51。但是還是必須把工作的邏輯整理一下。
在面對以往的工作設定都是在Fogra39的情況之下,這裡先規劃出一套工作邏輯:
1. 客戶來稿應該都還是Fogra39的思考方式,我們很難往前介入。是以,在內部做一個Fogra39到Fogra51的device link。將Fogra39的CMYK資料重新組合成Fogra51的CMYK資料,但不影響Fogra39的影像外觀。
2. 數位打樣的目標當然就是Fogra51。
3. 印機的TVI 目標當然也是 Fogra51。
4. SCCA 的介入時機制定:預設是紙白脫離 Fogra51 3個色差時。
5. 當 SCCA 介入時,數位打樣的目標須改成SCCA 之後的 Fogra51;這裏會造成印前的工作負擔,還要想一下工作方式要怎麼設計,讓印前的工作人員方便去執行這項工作。
6. 印機人員必須以 M1 的方式來量測及回應資料,這裏會是一個問題,目前印機人員勉強的願意去用9格的導尺去strip reading 一次CT9 導表,很難要求他們用斑馬尺去讀兩次CT9 才能取得資料;i1 pro 3 能一次讀取 M1 資料,但量測口徑太大,看來並不適合車間的process control ;我的構想是,找出M0-M1資料差異的規則性,依此規則修正現有的M0資料讓他驅進M1,如此,印機部門現有的工作方式完全不變,只要印前將目標導到 Fogra51 即可。
註1. 從紙白數據經由SCCA 導出新的Fogra51/CRPC6新資料集 的工具已完成,找時間另行發表。
註2. M0-M1修正規則已有初步成果,由以下4組樣本,紙白數據平均差異由1.22降到0.15,灰色平均數據差異由0.55降到0.12,我認為在車間應用已是堪用,修正邏輯另找機會發表。

Tags: iOne, M0修正, 印刷標準化
九月 12th, 2019 › 色彩管理, Fogra, G7, 印刷標準化 › Administrator › no comments ›


前陣子與鍾老師在 LinkedIn 的一些對話,他問到我在台灣有沒有廠在執行Fogra51/SCCA,我跟他說我沒見過,還在很努力的實踐Fogra39。
接著他提到Fogra39的一些問題,主要是紙張數據(buyer’s preference,買主偏好)往藍偏而使得Fogra39 定義的數位樣對色出現問題,Fogra51在紙張定義已往藍色修正,鍾老師認為Fogra51/SCCA 可以減低對色的問題;在美國,idealliance 也正在推CRPC/SCCA(ISO 15339)的作法。

Fogra51/SCCA 在數據與對色會有更好的一致性,我還沒開始做Fogra51有幾個方面的考慮:
1. Fogra39 在 軟體環境/客戶端認知/印前生產 都算成熟,大家比較知道是怎麼一回事。
2· 在 Fogra39 流程的基礎下,印刷時以G7灰平衡的觀點來操作,將權重放在灰平衡上,這個模式看來也還行,與數位樣的對色問題上降低了一些Fogra39紙張偏黃的影響。
3· Fogra51/SCCA 必須以M1 操作,單點量測就算了,strip reading 要跑兩趟才能取得M1數據,估計印刷師傅又要說你找麻煩了。
4· 基於以上,我得等到 Adobe 環境內建 Fogra51 及 單趟M1 讀取工具(i1 Pro3?) 的出現才會啟動Fogra51 模式吧!
以上是我在 Fogra51/SCCA 的想法,有人開始在跑 Fogra51/SCCA 了嗎?分享一下經驗與想法吧。
Tags: Fogra PSO, idealliance g7, 印刷標準化
八月 19th, 2019 › Fogra, G7, 印刷標準化 › Administrator › no comments ›
印機例行健檢
使用工具:CT84,CT9 (工具使用說明請參考:http://www.fredkuo.idv.tw/wordpress/?p=3118)

Area 0 :: CT84, 印機系統:版調及油墨評估

檢測結果:
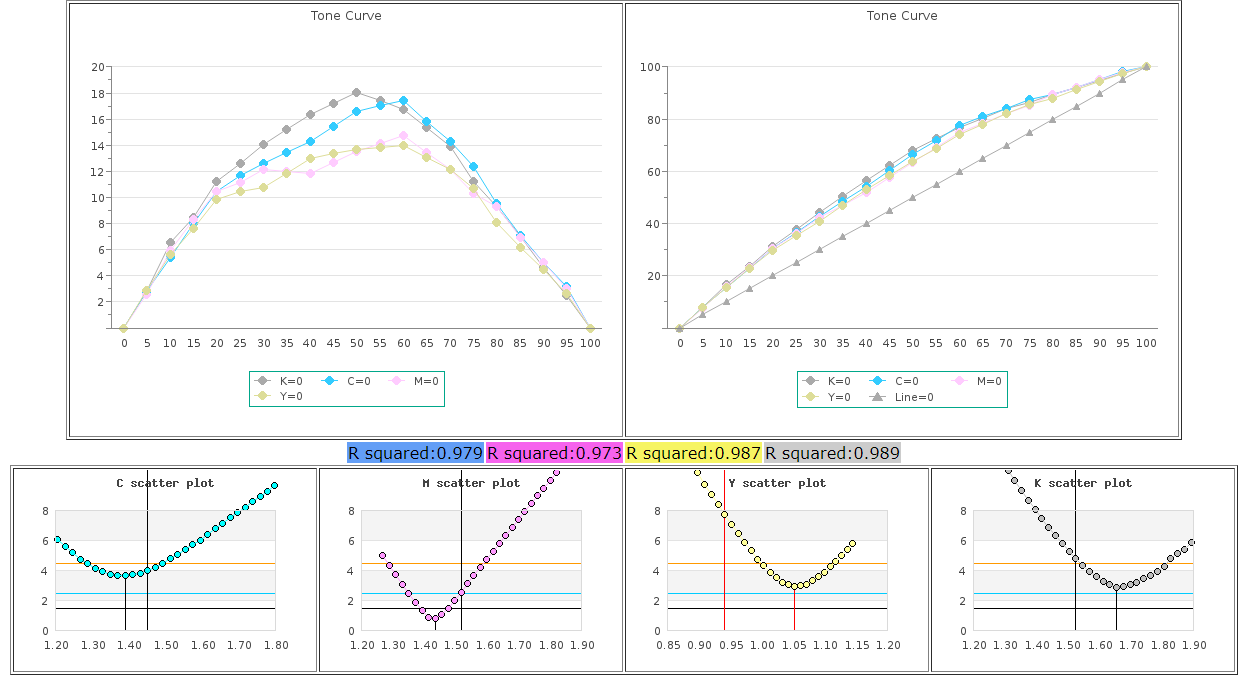
印機部分:CMYK 版調沒有問題,全部都在Fogra39的規定範圍內;版調分布狀況也沒有問題,CMYK R squared 分別為0.979、0.973、0.987、0.989,表示印機系統健全,操作起來應該沒有太大問題。
油墨部分:C墨先天不良,操作空間較緊,不過都能操作到de5以下。
Area 1~8 :: CT9,印機操作,版面均衡
印機操作:
Area 1:YK 放墨太低,不過 灰平衡維持良好,df只有1.23;我的分數系統在灰平衡的權重遠大於滿版放墨,所以仍有87.37的分數。我帶的廠一直是這樣的態度:當灰平衡的操作與滿版操作衝突時,會以灰平衡為主,犧牲掉一些滿版位置;這是我的觀點,實際運作下來也沒太大問題;有不同見解者。歡迎提出討論。

Area 2:情況同 Area 1 ,只灰平衡更好,df僅0.47,取得95.55分。

其他 Area 3 到 Area 8 情況相似,
版面均衡
左右均衡:Area 1 ~ 4

以 Area 1 為基準,最大色差在 Area 3 黑版,色差2.6;不過看一下 Area 3 下方一片平網沒有黑色,k 濃度增加在預期中,而且色差只有2.6,左右均衡的操作應該ok。
上下均衡:Area 1 ~ 4 vs. Area 5 ~ 8

普遍的Y版色差較大,看來下方(Area 5 ~ 8)的墨都較重一些,Area 3 vs. Area 7 de(76) 為2.7;不過黃色在視覺的寬容性本來就大,以de(00)看的話也只有0.58,所以上下均衡也還算OK。

整體評估下來,整個印刷系統狀況良好,這陣子的印件應該不會有什麼大問題;真要挑些毛病的話,C墨本質沒那麼好,但還是能操作到de(76) 5 以下。再就是黃墨上下均衡的差距較大,或許可再查一下Y座的傳墨系統。
PS. 再談一下de76 與de00,de00 較接近人眼感受,但對機器操作來講,de76 更加直白一些,在 bvdm MediaStandard Print 2016 也有同樣觀點,可參考:http://www.fredkuo.idv.tw/wordpress/?p=2268
Tags: Fogra PSO, idealliance g7, 印刷標準化
八月 8th, 2019 › Fogra, G7, 印刷標準化 › Administrator › 1 comment ›
Level 2 tool release
工具釋放

第二個層次的工具是自動化Script+雲端工具,這個 script在Colorport完成資料讀取的同時,自動將數據丟到雲端,並呈現數據結果。
它降低了執行者操作的loading ,操作者只要負責刷色條就好,數據會自動丟到雲端,數據結果可以是檢測功能也可以是操作指令:比如操作者是客戶端或是品管部門,這個數據呈現的就是檢測結果、它已經可以是G7 BrandQ的概念;如果是由機師傅操作,這個結果就是工作指令,所要執行的指令也就是加墨減墨,讓印刷品質更趨近標準。
這個層次工具的反應速度是要比第一個層次快很多;同樣的數據操作,不同的反應速度,區分出"檢測"與"工作指令"的區別;對於印機這樣高速產能的機器,反應速度必須快到一個程度,才能達到"工作指令"的要求;另外,更快的反應速度,也增加了操作者使用的意願,不管是"檢測"還是"工作指令"。
先說明,這個執行程序必須取得管理者權限來指揮Colorport動作,還必須通過21 port(FTP)來上傳資料;它是否能取得你系統的權限及能否通過你的防火墻,我並不能確定,請自行處理這兩個問題。
以下是一種取得系統權限方式:以滑鼠右鍵點選程式,然後點選"以系統管理員身分執行"即可取得權限。

工具包下載:http://pbn.acsite.org/pbnTDF.zip
工具包內容:
Target Format:CT1.xml,CT9.xml,CT21.xml,CT84.xml,CT12.xml,CT23.xml
安裝導表定義檔TDF(Target Definition Format : Colorport: [目標]->[目標管理器]->[匯入]->選取上述 XML 檔。


導表說明:
CT1:單點測量,任何色塊,可以是 紙張、主色滿版(CMYK100)、CMYK 50 及特別色;使用CT1時請先測量紙張。

CT9:印刷控制(檢測)測量, 9個色塊 CMYK100+CMYK50+Gray(CMY504040)


CT21:印版版調測量, 21 色塊 0%,5%~95%,100% 以SCTV (Spot Color Tone Value) 計算版調

 .
.

CT84:組合版調測量, 84 色塊 CMYK 0%,5%~95%,100% 以 CTV (Colorimetric Tone Value) 計算版調


CT12:G7快速檢測, 12 色塊 CT9+RGB


CT23:C9/gmi檢測, 23 色塊 CT12+CMYK25+Gray25(CMY251919) +CMYK75+Gray75(CMY756666)


=================================================================
ColorPort 下載:https://my.xrite.com/downloader.aspx?FileID=1168&Type=P
ColorPort 會根據系統語系執行其語系版本,我的監看程式先放兩個語系:繁中(PressControl_TC_web.exe)及英語(PressControl_EN_web.exe),不方便使用繁中版的可用英語版。
對於其他語系(如簡中_CN)可以在"C:\Program Files (x86)\X-Rite\ColorPort 2.0\Resources"將"xxx.mo”語言包拿掉,僅留下"en.mo",這樣ColorPort就會強制以英語版執行。

在執行監看程式前請先執行一次量測及儲存的動作,儲存格式請依以下設定儲存,之後監看程式會以此格式儲存資料後上傳雲端。


ColorPort 監看程式使用:
執行PressControl_TC_web.exe,執行時保留Folder 結構,
填入工單號碼,按"監看"啟動監看,按"Ctrl-`”停止監看。



以上工具對我來說用起來很順手,可以很快地取得我要的資訊,如滿版位置,版調位置,印版及印機的相對版調關係等等,掌握這幾個資訊就可以很快掌握整個印機系統狀況;但畢竟是自己寫給自己的工具,一些程式偵錯點我並沒有收起來,大家看到一些奇怪的資訊請自行忽略,另外一些資訊連結比對功能也先不做介紹,各位可以自己摸索一下,以後找時間再寫。
目前數據標的主要對象是以 Fogra39(M0) 為主,有些地方可以切換 Fogra47(模造),Fogra51、C9、gmi…等等。
這裡會把工具開放出來,希望能對這個產業的"色彩標準化"能有一些助力,畢竟這裡是$$門檻最低的工具平台,透過一些學習與摸索,只要一顆i1,就可以達成任何印刷規範;回到本系列的宗旨:"Print By Number”,只要數據攤開來就什麼都清楚了。
需要發展的項目還很多:比如色彩交換格式 cxf 的讀取、M1數據如何更方便取得、i1以外的量測儀器的數據讀取、ColorPort 以外的量測軟體的自動化、更多的色彩目標(Fogra52..,CRPC…,XCMYK..)、數據的管理,比對,連結,分析…Brand Color的操作與管理等等方面還有很多方向需要繼續發展。
再次聲明,這是自己寫給自己用的工具,幾年來就靠這樣的工具拿過超過20次的G7與一次的Fogra PSO ,更重要的是廠裏的日常作業經由此簡單的工具得以維持穩定的品質;但必竟是自己寫的工具,自己覺得好用,別人可能未必覺得好用!釋放出來,測試一下我的工作邏輯是否對別人也管用?…當然也有可能只是自我感覺良好而已!
#門檻最低只需要i1就可以了
#開放資源通常都需要一些學習曲線
#這裡沒辦法談很細有問題就問吧
#自我感覺良好是一定要的
Tags: idealliance g7, iOne, xrite, 印刷標準化
![clip_image002[4]](http://www.fredkuo.idv.tw/wordpress/wp-content/uploads/2021/08/clip_image0024.jpg "clip_image002[4]")


![clip_image008[4]](http://www.fredkuo.idv.tw/wordpress/wp-content/uploads/2021/08/clip_image0084.jpg "clip_image008[4]")
![clip_image010[4]](http://www.fredkuo.idv.tw/wordpress/wp-content/uploads/2021/08/clip_image0104.jpg "clip_image010[4]")



























