一月 28th, 2018 › 色彩管理, G7, 印刷標準化 › Administrator › no comments ›
照說G7已經是很熟練了,最多4個小時就可以完成,最近卻碰到兩次要跑兩遍才能做完;其實也不是第一遍沒做好,其中還關係到與香港G7那邊的溝通問題。
這兩次都有一個共通的特性是:紙張都不在 Gracol 2006的範圍內(95,0 ,-2, de 3),所以將color target 從Gracol 2006 改到 Gracol 2013(paper white at 95,1,-4),但當時並不清楚做 Gracol 2013 量測資料必須是M1方式,所以我們以Gracol 2013 M0的數據上繳被打回票,也才有這次 G7 on M1 的工作紀錄。
案號: HS20171229
紙白: 94,2,-6(ISO 13655 M1)
油墨: Huber (印度油墨)

第一個樣本時間: 13:45

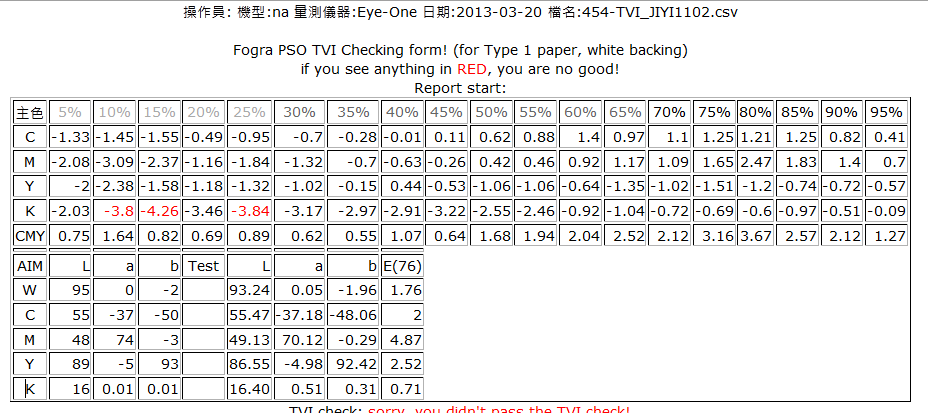
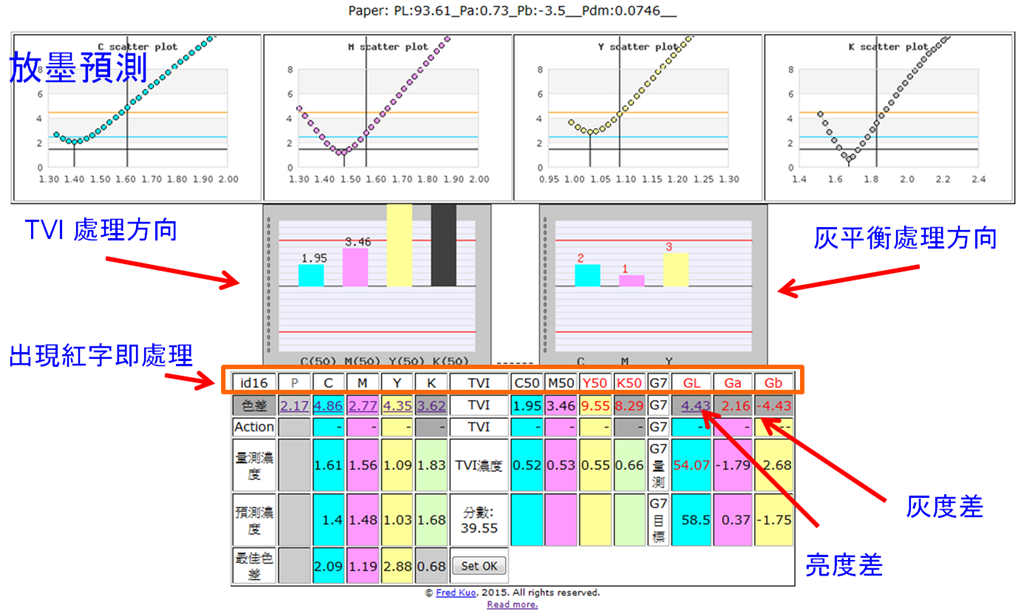
CMY 墨沒有問題,RGB也帶得不錯,K墨偏紅(a*b* at 2,5),Beer’s Law 預測無法帶到標準位置,兩次嘗試後決定換墨。
換墨後,K墨順利進入標準範圍:
 灰平衡也OK,但調子太重. (L* on 53 vs. 58.5);接著處理NPDC問題。
灰平衡也OK,但調子太重. (L* on 53 vs. 58.5);接著處理NPDC問題。

機器停停走走之間,師傅反映這批印度墨很不穩定,控墨台的指令未能及時反應出來,搞了兩個鐘頭才在16:07收到合格的數據。


工作邏輯跟Gracol 2006 M0 一樣,但因做Gracol 2013 必需要M1數據,收數據的儀器跟軟體都跟以前不同:
第一個是舊的i1Pro只有M0能力,必須用i1Pro2才有M1能力;


第二個是以前用Colorport只能收到M0,要用i1Profiler配合i1Pro2才能收M1資料


再來要處理的東西說來有點麻煩;在官方Excel 報告中,樣本順序排列如下:

但i1Profiler 丟出來的樣本順序排列如下:

也就是說如果要將i1Profiler的資料貼 到Excel 裏,這300行資料必須重新排列;做這個沒甚麼技術成分,就是繁瑣耗時而已;但有鑑於這情況往後有可能頻繁發生,索性再寫個程式來做這件事:

改寫順序後貼入Excel才算完成整個G7 on M1 的工作程序。

Tags: Beer's Law, GRACoL 2006, GRACoL2013, idealliance g7, iOne, ISO 13655, 印刷標準化
一月 28th, 2018 › Uncategorized › Administrator › no comments ›
印刷標準化基本上就兩件事:
1. SID 滿版色彩值到位。
2. TV 值到位。
我目前執行最多的是Fogra39,做G7時主要是GRACoL 2006,偶而遇到 GRACoL2013;2013 版本的12647-2則 使用Fogra51,再來亞洲版的Adobe 色彩設定為JapanColor 2001,這裏索性把這五個規格的 SID 及TV值放在一起比較一下
 先談一下滿版值,Japan Color 在Y與其他規格差別到4個Delta-E,G (Y over G) 可差到5以上;最令人費解的是Fogra39與Gracol2006 的CMYK 都一樣,但 B (M over C) 可以差到4.8;
先談一下滿版值,Japan Color 在Y與其他規格差別到4個Delta-E,G (Y over G) 可差到5以上;最令人費解的是Fogra39與Gracol2006 的CMYK 都一樣,但 B (M over C) 可以差到4.8;
TVI 比較:

註:GRACoL 2013 TV 與GRACoL 2006相近似。

TVI on C ink

TVI on K ink
Japan Color 跟 Fogra39 的 CMY TV 幾乎一樣,Fogra39 的 K 比 Japan Color 高一點點,Fogra51 的 CMY TV 跟Gracol 相近,Gracol 的 K 在50%處比Fogra51 多了3個TV值。
如開頭提及,印刷標準化也就這兩件事:滿版色彩值與TVI,我目前的工具是以Fogra39為主,可以很容易的切換到其他規格。再要提到的是:彼此的差距並不大,如果用ISO 12647-7 數位樣的規範去檢視,彼此可以作為對方的打樣;所以滿足了Fogra39,與其他規格也不會差太遠。
Tags: Fogra 39, Fogra 51, Fogra PSO, GRACoL, idealliance g7, Japan color, 印刷標準化
一月 28th, 2018 › Fogra, G7, 印刷標準化 › Administrator › no comments ›
以 Beer’s Law來預測CMYK濃度(密度)落點在一年來的實測工作中已無懸念,確實是可用方法,這對標準化(數據化)的作法帶來了最好的基礎工具,一般在3個樣本內就可以確認濃度(密度)落點。那2次疊印色(RGB)也用得上嗎?

以Fogra PSO認證來說只檢測CMYK並不檢察RGB,這個自然沒有問題;但G7證書需檢察RGB,Beer’s Law 可以用來預測RGB嗎?這是非常有有趣的題目,我做了一些嚐試,複雜程度遠超過我的想像,但還是有一些成果,在這裡交代一下。
Beer’s Law 用來預測1次色(CMYK或單一特別色)非常有用,但用來預測2次色有諸多困難。目前1次色預測需要紙張光譜值及1次色色料光譜值數據,經由改變1次色色料光譜分佈值數據來預測該色料最接近標準色彩值的濃度落點。二次色疊印除了多了 一層色料的光譜分佈,更難處理是這兩個色墨間的疊印效果;以濃度的觀點,有一個疊印值公式可用:
疊印值公式:(Blue, Magenta over Cyan)
( Blue density(on M filter) – Cyan density (on M filter) ) / Magenta density (on M filter)
但在光譜值上還找不到類似光譜疊印的公式。
再者,以 Blue (M over C)為例,當我喬好了MC的關係,M 又會影響到 Red(Y over M),C 也會影響到 Green (Y over C),RGB 與 CMY 間互相干擾影響,使得整個預測工作非常複雜。
我試著將RGB當成一次色,一樣可以用Beer’s Law 來預測濃度落點,但是這個濃度落點並不是由CMY單一頻道執行,它是兩個頻道共同執行,而且兩兩相互影響;這樣下來還是沒有明確的指令。

如果將CMYRGB的ab值圖像化,指令似乎就比較清楚了。

以上圖為例,藍色六角為Fogra39 MRYGCB落點,紅色六角為實際印刷色彩落點,延伸點狀為Beer’s Law 預測點;以上面的例子來說,Red 還未達到標準,從圖像判斷,將Y往回拉,R跟G都會回到更好的位置。實際運作確也實能達到效果。

再一個例子,上面這個圖顯示由於M墨不足,導致R及B都未能到位,只要將M拉出去,R及B
都會回到更好的位置。實際運作確也實能達到效果。

上述例子顯示CMYRGB均已到位。
在Beer’s Law 疊印算法未明朗之前,六角ab圖的使用雖然指令還是沒有非常明確,但也還算用得上手,比起trail & error 的嘗試是好上很多。
Tags: Beer's Law, 色彩管理, Fogra 39, idealliance g7, 印刷, 印刷標準化
一月 28th, 2018 › 色彩管理, G7, 印刷標準化 › Administrator › no comments ›
紙張: 永豐餘 150gsm
油墨: DIC 福思


印機: Komori Lithrone G40

確認印版狀態:

印版曲線呈線性狀, Curve fitting R squared:0.9995 。

第一次印機取樣時間:13:48


可以推估因 M 墨偏移較大,導致疊印色R及B未能到位。
於第七次取樣 (14:37) 才將CMYKRGB都帶到位置。接著處理中間調及灰平衡。

將P2P帶入Curve軟體,CMYKRGB如預期已到位,
CMY 及 K 的調子也到位,唯暗部灰平衡偏差極大…

檢視CMY曲線,發現Y版網點擴張太大,而且於60%處呈現不規則擴張,經多次樣本確認,及重新檢視印版網點確認沒有問題後,判定是印機問題。



印機在嘗試一些處理動作如調整水量,調整壓力,清潔像皮布等動作依然沒有改善,最後是換新橡皮布後才處理掉60%處的異常擴張現象。

新橡皮布處理掉60%處的異常擴張,但也帶出另一個問題:中間調的網點擴張多了5%;
估計很難在印機上處理掉這5%;較合適的作法是到CTP把這5%拉下來。
重新出Y版後,數據順利進入規定範圍。


最後一次樣本收取時間為17:24,這一次作業時間用掉4個多小時,
後記:
這一次作業時間超過4個小時,比起上個案子一個小時就可以收工,有幾個地方可以拿出來檢討:
推敲起來,橡皮布狀況是最大變因;上一家工廠為因應測試換了全新橡皮布,在確定印版版調沒有問題後,在紙張及油墨類似的狀況下,一個小時內就能將數據順利達標。
這一次測試,廠家並未自行做好準備,沒有任何事前的數據可做依據,反正就是邊做邊抓問題,只能現場迅速收集數據,快速反應;這一次是在抓印機/橡皮布的問題花了很多時間,典型的 一個一年一次為認證而認證的案子,並未將標準化的工作意涵納入日常的管理思維;如果平常有在維護數據,是不應該有這樣的問題的。


JSUN SID 到位後版調 BaSA SID 到位後版調
這一次疊印色(RGB)的處裡用了 將近一個鐘頭,一次色的 CMYK可以用Beer’s Law 在10分鐘判定,Beer’s Law 如何用在二次色預測會是一個很有趣的 題目。
新舊橡皮布對TVI的影響大約是:新的橡皮布會有較大的TVI;約增加5個TV。
Tags: Fogra PSO, G7, GRACoL 2006, idealliance g7, 印刷標準化
一月 28th, 2018 › 色彩管理, 印刷 › Administrator › no comments ›
整理一些 ISO 2846 相關資訊。
ISO 2846在印刷使用上分為2846-1(offset,平印)及2846-2(newspaper,報紙印刷)。
不管是 Fogra PSO、 idealliance G7、GMI…油墨基礎都是 ISO 2846-1;目前運行版本是2006版本,2017有新版本發佈,色彩目標值及寬容值維持不變,主要改變有:
1. 原本的承載紙張 APCO II/II 已不再生產,改為C2846紙張。
2. 用來評估油墨透明度的黑色紙材(substrate)的光澤度(gloss)必須在75%~85%(TAPPI)。
3. 墨膜厚度的上下限將被限制。
4. 色彩量測模式建議使用M1模式,不過C2846紙張不含螢光劑,所以與M0模式數據應該沒有差異。

Fig-1. 青色(Cyan) 平版油墨色度評估範例,墨膜厚度 vs. 色差。
色料基礎
雖然 ISO 2864 並沒有限定色料使用,但幾乎都是用這4支:
pigment Yellow 13, pigment Red 57:1, pigment Blue 15:3 and pigment Black 7
pigment Yellow 13 結構:


pigment Red 57:1 結構:


pigment Blue 15:3 結構:


pigment Black 7 結構:

油墨由印刷適性測試機器取大約8次樣本,乾燥24小時後依ISO 13655 量取色彩值。
黑色紙材樣本用來測試CMY墨的透明度;比較印上油墨之前與之後的色彩值,如果色彩值偏移太多,則表示透明度太低。

Tags: Fogra.G7, idealliance g7, ISO 2846, 印刷標準化
一月 28th, 2018 › 印刷 › Administrator › no comments ›
JDF (Job Definition Format) 在印刷界談了好久(Drupa 2000年),好像還沒看過任何單位跑過;想像中的 JDF工作方式就是當業務在ERP開完單後,製作流程參數如:完成尺寸,拼版,印量,色數,裝訂……等參數會自動流入後續的軟硬體裝置,這些裝置在不需經由人為介入的狀況下,自動設定該設備的工作參數;這是一個關於流程自動化非常重要的工作方法,但要順利的把他跑起來,必須依賴在 IT及資料庫的能力;在台灣印刷廠能力一般依賴在設備商的支援,少有自主開發能力;以 JDF來講,ERP必須與設備連結,以台灣印刷界 ERP用最多的松柏 ERP來講,並沒有連結設備的語法,而這個語法,必須與設備語法相互承認;必要的時候,印刷廠本身也可能必須參與語法的制定,才能順利的將資訊文本傳遞出去。這是一個ERP,印刷廠,設備商共同同意的文字資訊流動方式,其實也沒很難,只要各方願意去建立溝通就可以了。
松柏 ERP目前並沒有這個能力 ;相對的,很多印前流程軟體如 Heidelberg Prinect,Screen TrueFlow…其實早已具備 JDF能力,問題是印刷廠沒有能力餵它,如上述,各方並未達成溝通格式,自然沒得跑。
我們談工業4.0,這個地方必須解決,沒有自主的IT能力,甚麼雲端,甚麼工業4.0都是喊假的。
Proxy JDF
這裏來演示一個 JDF次規格的演練,標準的 JDF會是XML語法(如下圖),Heidelberg Prinect 提供一個CSV的接口,只要將每個欄目用分號分開,一樣可以達成類似JDF開單能力。可以想像他所能交待的結構只有一層,不若XML可以有多層次結構,把CSV的跑法當成JDF入門,就是結構單純一些,能力上是沒問題的,

第一個程序是先從 ERP撈出需要的欄目,這裡可以看到,目前需要的欄目有:工單號碼、客戶ID、印件名稱、裝釘方式、數量、尺寸及色數(Color);欄目的對應須先參照 Prinect 定義的項目。

從上述撈出來的條列要接進 Prinect 有幾個問題要處理:
第一個是尺寸的標示:可以看出來,業務在 ERP填單時,尺寸敘述並沒有備嚴謹規範,所以我們可以看到如:17.2*23.3cm、20.5x28cm、G90K等不同的尺寸敘述,這種開放式的ERP敘述是不可能被自動化流程接受的;同樣的,裝釘方式也是開放性敘述,一樣流不下去,必須做一些處置。
可以有幾個處置方向:
1.要求ERP軟體限制輸入方式以符合 Prinect 規範。2. 要求業務輸入時遵守 Prinect 規範。3. 以 IT(w/AI) 自動改寫資料流,以進入下一個資料流。
關於第1個工作方向,以台灣印刷廠規模,很難要求ERP廠商改寫軟體,要嘛費用很高,再來沒有自己的IT人員銜接,一旦資訊定義有任何更動,後續動作還是無法連貫。
關於第2個工作方向,是可以要求業務開單時遵循規格,這樣可以減輕後續IT負擔,但要求必須確實,一旦要求不確實,自動化的資料流一樣跑不出來。
關於第3個工作方向,自主的IT能力才是自動化(雲端、工業4.0…)的解決方向,這點對台灣大多數的印刷廠是比較困難, 但還是必須認真思考這個問題,一方面計算成本越來越低,產生資訊的工具越來越多,而新一代生產設備也都具備資訊溝通能力,必須要有自主的 IT能力才足以駕馭這一連串的資料流;所謂的自動化、工業4.0的概念才能得以實現。
接下來演示的是將上述不合規範的資料敘述經由IT能力改寫為符合規範的資訊格式。
先談尺寸敘述問題,我們看到如:17.2*23.3cm、20.5x28cm、G90K等不同的尺寸敘述,不規則的敘述無法被流動,那 Prinect 的尺寸規則是甚麼?規則如下:
數值單位空格數值單位
所以"17.2*23.3cm” 必須由程式改寫成:”17.2cm 23.3cm”
"20.5x28cm"則須由程式改寫成:"20.5cm 28cm"
G90K的敘述則擋掉不讓它進入資料流,或是在下一個介面手動改寫。
裝訂敘述則相對單純,當程式偵測到 <騎馬釘、精裝、膠裝、線裝、活頁裝> 等文字時會自動轉化成 <SaddleStitch、HardCover、SoftCover、Sewn、LooseBinding> 等 Prinect 用語。
下一個圖示演示尺寸敘述"20.5x28cm"由php程式自動改寫成 "20.5cm 28cm",並保持欄位開放,可以手動再行修改。
裝釘部分如上述,依文字偵測自動選擇相應的 radio button,一樣保持開放,可重新點選。
產品編號部分用來對應 Prinect 建立起來的產品資料庫,包括大版拼版頁數,左右翻,裝釘方式及總頁數等形成一串產品編號字串。目前以 drop list 及開放敘述共同形成,等 ERP欄位翻得更透一點這部分也有可能完全自動化。
MediaQuality 同樣對應 Prinect 資料庫,目前只有一個內定值,一樣開放敘述,等項目多時會以 drop list 點選。

確認參數後按送出鍵即可將CSV字串送入 Printnect 接口,CSV字串如下圖示:
第一行是標籤,標籤定義由 Prinect 規定;第二行則是相對應的工單內容;Prinect CSV 接口在”\int\PTConfig\Connector\CSVImport”,程式會自動將 CSV 字串送到這個位置, Prinect 就會自動開出工作單並自動設定好相關參數。

以上演示由 ERP經過兩個介面,加入一點人工智慧(AI),在最少人為介入的情況下,兩個 mouse click 就可以從 ERP 將必要的資訊串帶入 Prinect。
這是一個簡單的演示,但它也確實是所謂工業 4.0的起頭示範;回歸一個原則:在現今資訊連結的時代,IT 能力對各行各業都能有很大的助力,印刷廠終究要形成自主的 IT能力,才能走得更寬廣,更長遠。
Tags: 自動化, JDF, Prinect, 印刷, 工業4.0
一月 28th, 2018 › 色彩管理, G7, 印刷, 印刷標準化 › Administrator › no comments ›
紙張:APP
油墨:DIC 福思


印機: Mitsubishi

事先確認印版狀態:

印版曲線 Curve fitting R squared:0.9986 , Curve Fitting 還不錯,用單點預測可信度高。

第一次印機取樣時間:14:54



第一次印機取樣數據還不錯,僅M墨SID與K50未到位。
其間取樣(修正)3次。
印機最終取樣時間:15:27
基本上已全部到位,取P2P導表用Curve3軟體驗證:


Curve 3 驗證通過,上機時間不到一個鐘頭收工。
後記1:印版 Curve Fitting 取得好的 R square 使得中間調(50% Tint)單點預測可信度提高;比起必須取得300格的P2P數據再放入Curve3軟體來驗證,效率實在高出太多,想做G7的單位可以參考一下。
Tags: 色彩管理, G7, GRACoL 2006, idealliance g7, 印刷, 印刷標準化
一月 28th, 2018 › 色彩管理, Fogra, G7, 印刷標準化 › Administrator › no comments ›
兩年間做了不下10個G7:
2015: 亼藝,沅立,東方包裝,豐聖,昱盛。哲興,紅藍
2016: 白紗,玉峰,中富,鴻順,銘將,金漾,豐田,亼藝,哲興,紅藍
從一開始要做兩三天到後來兩個小時就能收工,在作法上及工具上有很大的 進步。由於工具的進步,我在作法及觀念上也開始有不同的看法。
我在2008年底做了台灣唯一的Fogra PSO,成果是令人滿意的。
Fogra PSO 的 3 個重點:SID、TVI、CMY spread 足以維持印刷品質,一直以來,我也在我服務的幾個廠家以Fogra PSO 操作,基本上沒有太大問題。沒太大問題的意思是,還是有一些問題:取樣頻率!
Fogra PSO 取樣規格如下,基本上CMYK 以5%階調的變化共84個數據,可同時提供SID、TVI、Spread 等數據,足以判斷印刷品質是否合乎規範也同時給予修正的依據;但實際廠裏的作業很難高頻率的去取得這些數據,比較好的廠一個月會去取一次數據,每個月去了解機器的狀態還算能掌握狀況,比較多的廠通常都是好幾個月或是出問題了再來取樣檢討數據。
這個由於取樣頻率太低的原因使得廠裡三不五時還是會凸槌一下。
我從2003年開始閱讀G7的文件,那時候就有一個亮點非常吸引我:灰色平衡單點控制:只要將C50MY40這個點維持住,印刷品質基本不會有太大問題,我能理解也認同這個工作方法。問題一:灰平衡照G7規則是依於紙張的動態值,不是一個固定值,這對管理的觀念來講,會有不確定性;問題二:df’、dL對印師傅來說不好理解也不好操作;問題三:印機師傅沒有能力在讀取Lab後很快的反應出這27種狀況下的其中一種來去做印機放墨的修正。

在G7工具沒有形成之前,我在廠裡還是以Fogra PSO 來操作;
SID、TVI對印機師傅來說,相對於G7規則,還是一個比較明確的訊號。
我在 2012, 7月的網誌曾經有過下面這一段:http://www.fredkuo.idv.tw/wordpress/?p=1407
********************************************************************************************************
提一下我的看法:我同意"灰色平衡"是一個重要因素,但G7創造了這麼多名堂(NDPC,HR,SC,HC, weighted delta L*, weighted delta F…)之後, 影像表現並沒有比簡明扼要的Fogra 好,反而還差了 一些(至少在第一類紙上) ;那這些名堂到底在忙些甚麼? G7 著重的灰色(weighted delta F) 相對於 Fogra “CMY spread <5”的規則 也沒有厲害到那裏去! 其實Fogra PSO 跟 G7 Target to Gracol 2006 的結果差異並不大,只是何苦化簡為繁還必須被綁個軟體(Curve2)去得到相似甚或稍差的結果? ……或者我應該從別的紙類再去尋找 G7 的價值,至少在第一類紙,我看不出G7有任何優於Fogra的價值。
*********************************************************************************************************
簡單講,師傅認得SID、TVI但不認得df;所以即使G7觀念比較先進,Fogra PSO 的方法還是比較明確,比較好操作。
2014年間從RIT 鍾宜寧教授陸續獲得到一些觀念:TR016、15339、SCCA、CRPC、inter-instrument、PSA、Beer’s Law……
其中很多都是以一條9個色塊的導表來收集數據,就精簡的CMYK100、CMYK50再加上C50MY40。

進一步想,平印機的行為是兩個線性設備(Plate & Press)的堆疊,只要這兩個設備的線性(或是曲線性)沒有太離譜,這9個色塊是足以用來評估印刷行為的;CMYK100用來評估滿版色彩位置,CMYK50用來檢視中間調落點,C50MY40用來評估灰色平衡;在一個足夠線性的設備行為中,這9個色塊是最精簡且有效的印刷行為評估方法。

相對於我在操作Fogqa PSO 的84格數據精簡很多;相對於G7的灰平衡單點控制,它提供更完整的資訊(CMYK滿版色度及50的TV值);再,以i1的 strip reading 的讀取方式,與G7所提單點量測所需的時間及操作基本上沒有差別。
這之後我把 Beer’s Law 滿版預測工具整合進來;把灰平衡27個應對狀態整合進來,
於是,新的工具產生了:
2015-2016 年間這個工具幫我有效率的拿下10個以上的G7資格書,
印刷廠的問題各式各樣,各種問題都有,但不論是哪一個印刷標準化的規格,要處理的就只是這兩個部分:印墨滿版色度落點與TVI(曲線)。
滿版色度落點由Beer’s Law處理,實戰下來,非常有效。

TVI 與灰平衡落點相互關聯,只要設備(Plate&Press)的線性不要太離譜,通常也能很快到位。
一路以來,做到現在的想法是:
新的工具讓我更願意走G7的觀點與方法,灰平衡到位的觀點與方法是有效的;雖然Fogra PSO 依然明確有效,但在新的工具出現後,沒有必要堅持Fogra PSO的方法。
灰平衡落點同時伴隨TVI落點資訊時,操作起來更方便有效。
這個工具結合了G7的灰平衡控制方法與Fogra PSO的明確指令,所以:
控制上,它比G7明確
操作上,它比Fogra PSO 精簡
又明確,又精簡;品質上依然到位。
ps.
..為了讓這9格導表的資訊更具說服力,規畫中,我必須再調出一個參數來關聯Plate&Press的線性,也就是說:更好的線性會讓這9個數據有更好的說服力……
..Plate&Press 工具在這裡
..數位印刷可用嗎?
一般用來做數位樣的數位印刷都會經由icc profile 來達成對色的目的,用了 icc ,線性就會被破壞,這個工具的效益會被打折扣,但大方向依然是有效的;我的看法是:像噴墨這種超級穩定的設備,好好把icc做好就可以了;但像一些穩定性較差的設備(如,彩色雷射),這個工具還是可以幫助把品質穩定下來,至少把灰平衡控制到位,產品還能保持其視覺上的 一致性。我的案例
若不是用來做校樣對色的數位印刷,只要把線性做好,這個工具用來監測及控制品質應該也會很好用,在調子上甚至會比icc的方式更好(用了 icc ,線性/調子會被破壞),不過要注意的是,不管是染料還是碳粉在暗部多種色料重疊的地方,跟印刷油墨疊色特性有很大不同,中間調以上應該沒甚麼問題,暗部問題會比較大,想像觀察一下深咖啡色部分,如果不能接受,就還是回到icc方法。還有一個方式是讓客戶依你設備的icc分色,而不是分色到某個印說標準,你的設備只要依線性穩定生產就可以了。
Tags: 色彩管理, Fogra PSO, G7, GRACoL 2006, idealliance g7, 印表機, 印刷, 印刷標準化
一月 28th, 2018 › 色彩管理, G7, 印刷, 印刷標準化 › Administrator › no comments ›
一般印刷機為CMYK 4色印刷,對於更講究的作品可以考慮再加上幾個顏色來擴大色域,一般來說,Pantone有一個6色的系統(HexaChrome)為CMYK+ Orange+Green,效果沒有問題,可以明顯的增加色域,問題一:油墨貴( 還很難買到),問題二: HexaChrome的CMYK 與ISO 標準不一樣,也就是印刷廠要操作HexaChrome時,必須把墨座重新洗掉再來操作,換回來時還要洗一次。
於是,這裏做一個嘗試,以現有的CMYK油墨加上國産的特別色(OG & Violet)來看一下效果怎麼樣。

色域圖 Fogra 39 vs. Multichannel (L=50)
色域圖上明顯有比較大。
印刷成品比較:

衣服部分:色彩更鮮艶更乾淨;化粧品:紫色化粧罐同樣更鮮艶,更乾淨,更有立體感。
 色環:可以看得出更飽和的橘色,藍色,綠色。整體更好的飽和度帶來更好的調子(tone),在影像上會帶出更好的立體感。
色環:可以看得出更飽和的橘色,藍色,綠色。整體更好的飽和度帶來更好的調子(tone),在影像上會帶出更好的立體感。
畫册作品比較:



油畫部分更能帶出濃厚的色彩,水彩畫能呈現更飽和更乾淨的色彩。
Colorchecker 7到18格(紅框處第2,3排)色彩比對:


綠色部份明顯多出一截,其它部份也都有增長。
以上,以作業現狀的CMYK加上國産OGV明顯的帶出更好的視覺効果,雖然色域還是比Pantone Hexchrom小,但成本較低及操作上更便利,有這方面需求的印刷廠或客戶可以參考一下。

ISO-Fogra39(White) vs. Pantone Hexchrome(Yellow) vs. Multichannel(Green)
參考:相機部分色彩管理
Read more: http://www.fredkuo.idv.tw/wordpress/?p=2065#ixzz4jNUHS2jy

SG vs, OGV print

SG vs. CMY print
PS. V的効果不若OG來的明顯,考慮再做一次不加V的効果,如果差沒多少,加OG就好了,成本及操作可以更節省。
Tags: 畫冊印刷, HexaChrome, Multichannel, Pantone, 廣色域
五月 17th, 2017 › Uncategorized › Administrator › no comments ›
光譜值到 Lab值的計算
色彩的起始狀態是光譜分佈, 但是光譜分佈值對於人機界面過於複雜,目前在系統平台與應用軟體間基本上用 Lab標示會比較好操作。這裏我們來說明一下光譜值到Lab的轉換。
我們實際取得一個印機油墨C100的光譜分佈:

Read more…


 灰平衡也OK,但調子太重. (L* on 53 vs. 58.5);接著處理NPDC問題。
灰平衡也OK,但調子太重. (L* on 53 vs. 58.5);接著處理NPDC問題。 












































































